








News

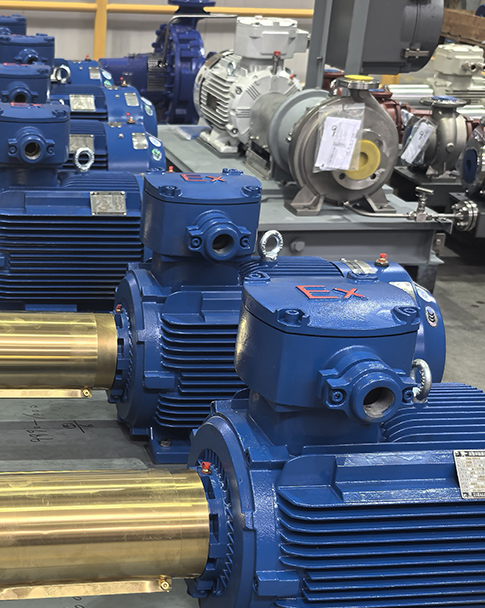
LEO Wins the Bid for 25 Sets of Double-suction Pumps for the Largest Water Conservancy Project in Guangdong Recently, LEO Pump Industry has made a major breakthrough in the national water network backbone project by winning the bid for the procurement of main pumps and auxiliary equipment for all four pumping stations of the Zhanjiang branch line of the 'Guangdong Water Resources Allocation Project in the Beibu Gulf Region'. The company will supply a total of 25 sets of GS high-efficiency single-stage double-suction centrifugal pumps to the project, with a bid amount exceeding 50 million yuan. This project is one of the most important water conservancy projects in Guangdong province with the largest investment scale, the most complicated construction conditions and the most important strategic position. Zhanjiang, Guangdong province, located in Leizhou Peninsula, has long been plagued by drought in history. In order to fundamentally solve the problem of drought in Leizhou Peninsula and promote the sustainable development of the region, the "Guangdong Water Resources Allocation Project around the Beibu Gulf" was born. This project is a national water network backbone project and one of the 150 major water conservancy projects in China. It has a designed water diversion flow of 110m³/s, an annual water supply of 2.079 billion m³, a total investment of over 61.456 billion yuan, and a total construction period of 96 months. The project plans to draw water from the main stream of the Xijiang River and deliver clean water to the four cities of Yunfu, Maoming, Yangjiang, and Zhanjiang through a 490-kilometer water transmission line, benefiting over 18 million people along the route. It will optimize the long-term matching of water resources and economic layout in western Guangdong, and completely solve the drought problem that has plagued the Leizhou Peninsula for a thousand years. The Zhanjiang branch line, awarded to LEO, is the southern critical section of the entire project, spanning 168.85 kilometers. It features four pumping stations—Lianjiang, Mazhang, Songzhu, and Longmen—forming a robust power hub for the water transmission system. Hehe section - Lianjiang Pump Station The single machine power is 3150kW, the total installed capacity is 18900kW (4 for 2 backup), the designed head is 39.5m, and the total designed flow rate is 24m3 /s. Mazhang section- Mazhang Pump Station The single machine power is 1800kW, the total installed capacity is 10800kW (4 for 2 backup), the designed head is 18.5m, and the total designed flow rate is 20m3 /s. Leu Xiu segment- Matsuzuki Pump Station The single machine power is 3150kW, the total installed capacity is 22050kW (5 for 2 backup), the designed head is 78.03m, and the total designed flow rate is 13m3 /s. Leu Xiu segment -Longmen Pump Station The single machine power is 3150kW, the total installed capacity is 18900kW (4 for 2 backup), the designed head is 78.03m, and the total designed flow rate is 10m3 /s. As one of China's top 500 private manufacturing enterprises, LEO has stood out in this fierce competition thanks to its core advantages in handling complex working conditions and ensuring long-term stable operation: To address the challenges posed by evolving water transmission scales and extreme head variations in pump stations across short, medium, and long-term periods, LEO Pumps ensures the system operates with sustained efficiency and stability. Its superior hydraulic performance—characterized by high efficiency and minimal pulsation—fulfills the engineering's stringent requirements for energy conservation and reliability. Furthermore, rigorous quality control and precision process management throughout the entire lifecycle—from design and manufacturing to testing—provide robust assurance for the project's overall quality. To fully implement the 16-character guideline for the Guangdong North Ring Project— 'self-reliance, precision installation, closed-loop operation, and smart scheduling' —LIO has concentrated its R&D and production resources on developing 25 pumps for the Zhanjiang Branch Line. Building upon the GS series of high-efficiency single-stage double-suction centrifugal pumps, the company has conducted multiple rounds of R&D to create a pump model specifically tailored for this project. This product series features broad spectrum coverage, high hydraulic efficiency, excellent cavitation performance, low maintenance costs, and large-scale customization support. Its pump models have demonstrated outstanding performance in national comparative tests, effectively addressing technical challenges such as near-to-long-term scale coordination and variable frequency wide-range operation. With high-performance metrics, it supports engineering projects to achieve high-level equipment autonomy and controllability. To tackle the project's challenges of tight deadlines, heavy workload, and high standards, LEO has assembled a professional technical support team. By coordinating production resources, the team ensures timely and high-quality task completion while actively advancing equipment lifecycle management. This comprehensive approach provides reliable support for the project's early full-line water supply. Standing at the forefront of challenges, Liou has now reached its 30th milestone. This bid victory signifies far more than just a contract for the company—it represents the culmination of 30 years of smart manufacturing expertise in pumps and systems, earning recognition from China's highest-level water conservancy authorities. This achievement empowers Liou to compete on equal footing with top-tier state-owned enterprises in the hydropower equipment sector and shoulder significant responsibilities. As the knowledge flow progresses, Leo will ensure the flawless delivery of 25 pumps and systems in subsequent project phases. Upholding the 'Dongshen Spirit,' the company will further enrich the 'Fourfold Significance' of the North Guangdong Loop Project—satisfying millennia-old water needs, consolidating water resources, strengthening ecological foundations, and revitalizing regional development—thereby establishing a solid foundation for the safe and reliable operation of this national strategic initiative. Harmonious coexistence. Upon completion of the future project, LEO will channel the surging waters of the Xijiang River across mountains and rivers, continuously nourishing the Leizhou Peninsula and rewriting the history of this land's' water scarcity' by providing a sustainable water supply. This initiative will boost the overall improvement of water quality for urban and rural life, production, and ecology, uniting with the local community to embrace a future of intelligent and flowing prosperity.
Read More
KSB Pump Benchmarking Case KSB Assists in Strategic Upgrading and Renovation of the Alexandria Sewage Pump Station in Egypt To ensure the long-term functionality of existing infrastructure, Egypt's Alexandria Western Sewage Treatment Plant underwent a comprehensive upgrade. Pump manufacturer KSB supplied and installed two high-efficiency Sewatec SPN pumps with high power output. The challenge lies in integrating the new pumps into the existing infrastructure, considering both the structural conditions at the site and the massive weight of the pump units. Since each pump weighs approximately 10 tons, conventional installation methods are impractical. Consequently, the pump units at the Alexandria plant were disassembled into volute and rear puller components, which were installed separately and then reassembled. This pump delivers exceptional energy efficiency and reliability. With a maximum flow rate of 9,000 l/s and a head of approximately 100 meters, it operates at two speed settings powered by a dedicated motor. The adjustable speed configuration optimizes performance according to fluctuating hydraulic conditions. Manufactured at KSB's plant in Harle (Sarre) Germany, the two pumps were delivered within nine months. The city of Alexandria, home to over 5 million residents, is served by Alexandria Sanitation and Drainage Company (ASDC) for its sewage treatment. The Alexandria West Wastewater Treatment Plant has a daily processing capacity of 462,000m³. With the commissioning of new pumps, the plant's inflow capacity has been significantly enhanced. The dual-pump design with shared pipeline channels ensures high operational reliability during wastewater treatment. Use product Sewatec SPN 900-1100 / G1 – VGW pumps 2 Technical parameter Technical specifications of Sewatec SPN pump: Maximum diameter: DN 1600 Maximum flow: 9000 l/s Maximum head: 100 m Maximum allowable temperature: 55°C
Read More
90 years of craftsmanship Inheritance -- KSB Etanorm Pumps Set the Industry Benchmark 1935-2025,90 years of outstanding journey Nine decades ago, an innovation rewrote the history of pump technology; Nine decades later, Etanorm has become the global benchmark for industrial pumps. A timeless engineering model Etanorm's success stems from its unwavering commitment to core values: Reliability | Stable performance that has stood the test of generations Efficiency | Continuously optimized energy performance Flexibility | The ability to adapt to diverse application scenarios With KSB's profound engineering expertise, Etanorm is more than just a pump—it stands as the industry's benchmark for performance and a trusted choice. From yesterday to tomorrow Through 90 years of evolution, technology has evolved and applications have expanded, yet Etanorm has remained steadfast: creating value for global users through precision engineering and earning lasting trust through reliable quality. For the next 90 years, we will continue to move forward side by side.
Read More
Grundfos Industrial has launched two new products Rooted in China • Heavy Innovation On the occasion of Grundfos' 30th anniversary in China, the wave of innovation has once again surged. At the 8th China International Import Expo (CIIE), Grundfos Industrial unveiled two groundbreaking new products globally: the GiS Water Intelligence-a smart refrigeration solution, and the CREC integrated permanent magnet variable frequency vertical multi-stage centrifugal pump. Combining hardware upgrades with software innovations, these products fully demonstrate Grundfos 'profound understanding of the China market and its localized customization capabilities, highlighting the company's innovative strength in the fields of intelligence and green low-carbon transformation. The two new products will be launched at the Global New Product Fair of CCTV News on November 6, 2025. GiS Yu Shui Zhi: Smart Cooling Solutions AI-powered, energy-efficient and efficient Grundfos Industries has officially launched the upgraded Yu Shui Zhi smart refrigeration solution, delivering system-level energy efficiency and intelligent upgrades for customers. Leveraging AI algorithms, the system achieves precise analysis, regulation, and energy optimization for refrigeration units, reducing energy consumption by up to 20%. Through cloud-edge collaboration, it ensures secure data sharing and efficient utilization, truly transforming hardware into a "digital partner". Install AI brain for cooling system By embedding AI-powered algorithms into factory refrigeration systems, real-time data collection and analysis of equipment operations enable predictive monitoring of system status and potential failures. The system automatically adjusts operational parameters to achieve optimal energy efficiency. Through a visual management platform, maintenance personnel can clearly track system dynamics, promptly identify and resolve risks. With AI-driven intelligent regulation, system stability and efficiency are significantly enhanced, achieving up to 20% energy consumption optimization. End-to-end closed-loop process: YuShui Smart Management delivers ultimate solutions By integrating hardware data with AI algorithms, the system creates a closed-loop control mechanism that covers device status monitoring, fault diagnosis, energy optimization, strategy deployment, and performance feedback. This transforms fragmented data into quantifiable, traceable operational outcomes, dramatically improving system efficiency and reliability. The solution significantly reduces manual intervention and management costs, enabling enterprises to achieve both workforce savings and operational efficiency through intelligent maintenance. CREC Integrated Permanent Magnet Variable Frequency Vertical Multi-stage Centrifugal Pump Local innovation, green and efficient CREC Integrated Permanent Magnet Variable Frequency Vertical multi-stage centrifugal pump Developed by Grundfos China R&D team Tailored for local needs One-piece permanent magnet frequency conversion design Deeply optimized for different application requirements Ensure the equipment is in a harsh environment It still runs steadily and efficiently By intelligently adjusting and optimizing operational strategies, CREC not only reduces energy consumption and operating costs, but also helps customers move toward green, low-carbon factories and promotes sustainable development in the industrial sector. Local R&D, deep customization CREC was fully designed by Grundfos 'China local R&D team, which deeply understands the actual needs and application scenarios of China's industrial users. It has been specially optimized for common complex working conditions in the China market, such as high temperature, high humidity, and salt spray. Through localized R&D and deep customization, CREC not only enhances the adaptability and reliability of the products but also brings China customers more practical and competitive green pumping solutions. Energy efficiency leads, energy saving upgrade The CREC features a permanent magnet synchronous motor with IE5 energy efficiency rating, meeting IEC 60034-30-2 and GB30253-2024 national standard Level 1 efficiency requirements, delivering industry-leading performance. With a power range of 1.1-22kW and a rated speed of 3600rpm, the system combines advanced variable frequency control technology and pump control algorithms to maintain high efficiency across various load conditions, significantly reducing energy consumption and helping enterprises achieve energy conservation and emission reduction targets. The two new products launched globally by Grundfos Industrial fully demonstrate Grundfos' deep insight into the market demand in China, as well as its strong localized R&D and customization capabilities. By providing customers with customized solutions, Grundfos is committed to improving the operational efficiency and intelligence level of factories, helping enterprises to build green and sustainable future factories.
Read More
On October 24th, Shanghai's Minhang District was bathed in autumn hues, its branches laden with ripe fruits. As night fell, the Kaisi Bi Shanghai factory in Minhang Economic and Technological Development Zone lit up with dazzling lights. The event featured exotic castle decorations, melodious German music, and the aroma of beer wafting through the air. The annual Kaisi Bi product launch and German Beer Festival arrived as scheduled. This is not only a traditional event that has lasted for more than a decade, but also an important moment for KSB to convey firm confidence to the China market and demonstrate its technical strength. The annual gala was attended by distinguished guests and partners, including Mr.Zhu Xuejun, Chairman of the Minhang District CPPCC; Mr.Zhang Jianxin, Director of Jiangchuan Subdistrict; Mr.Ralf Kannefass, Executive Director and Chief Sales Officer of KSB Group; Ms.Ayasse Sonja, Corporate Communications Lead of KSB Group; and Mr.He Jun, Executive President of KSB North Asia, who all witnessed this year's grand event. Hardcore product launch: another breakthrough in German quality AmaCan D Series: Making Safety Visible One of the flagship products at this launch event is our next-generation shaft-type submersible pump, the AmaCan D Series. Its standout feature is the intelligent safety monitoring system, which uses an innovative integrated sensor unit to continuously monitor and evaluate critical parameters such as leaks, bearing temperature, motor temperature, and vibration. This system provides real-time operational status visibility, effectively eliminating potential risks at their source. In industrial applications, equipment reliability often determines the safety of the entire system. The AmaCan D series is our latest interpretation of the concept of 'preventive maintenance'. AmaCan P Series: The All-Rounder for Diverse Applications The new-generation AmaCan P series submersible axial flow pumps demonstrate exceptional adaptability. They effortlessly handle municipal sewage, industrial wastewater, rainwater drainage, and irrigation systems. Notably, their corrosion-resistant and wear-resistant materials enable applications in demanding environments such as sewage treatment, flood control, and even marine aquaculture systems. The launch of these two products once again proves to the market the commitment and confidence of Keshi's German quality. From "selling pumps" to "selling code": a new milestone in digital transformation This year, KSB Shanghai has delivered an exceptional performance with software sales reaching nearly 8 million yuan. This achievement reflects the company's solid progress in transitioning from a traditional manufacturing enterprise to a digital solutions provider. At the event, KSB once again drove its digital roadshow vehicle into the factory, presenting products, equipment, and digital achievements vividly to customers. Inside the vehicle, alongside the aroma of German beer, there were pulsating smart data – a vivid reflection of KSB's digital strategy. KSB not only manufactures high-quality pumps, but also provides intelligent system solutions that enable equipment to "think" and data to create value. 31 years of deep cultivation: from production base to global innovation source Looking back, KSB Shanghai has been rooted in Minhang Development Zone since 1994, and has been through 31 years. These 31 years have been a period of synchronized development between government and enterprises. Minhang District has provided a high-quality business environment, policy support and talent resources, and KSB has responded with technological innovation, continuous investment and international standards. Today, China has grown into the global "second center" and "global innovation source" of the KSB Group, achieving a magnificent transformation from "China manufacturing" to "China R&D" and from "importing standards" to "exporting standards". The technologies we develop here and the standards we establish are being exported to the global market in both directions. As Mr.Zhu Jiongyi said: "We look forward to further deepening cooperation with Minhang District government to help the sustainable development of the business and create another 30 years of brilliance!" Culture is not translation, but co-creation For three consecutive years, KSB has been honored with the title of "China's Outstanding Employer", a recognition that reflects its emphasis on "people". How can the rigorous tradition from Germany be deeply integrated with China's innovative culture? How can professional industrial technology become more accessible? The annual German beer festival gives the answer. When Germany's traditional beer culture meets China's warm hospitality, and when rigorous technical exchanges blend into a relaxed and enjoyable atmosphere, customers and partners not only gain a deep understanding of the products but also experience Kaisi's corporate culture, brand values, and humanistic care. As Mr.Kannefass said, "We have been running this event for over a decade, and both customers and business partners love it. In this relaxed atmosphere, everyone can ask all their questions about our products, and business partnerships become even stronger. This is thanks to the friendship between China and Germany." Culture is not translation, but co-creation; technology is not an island, but a bridge. Kaisi has achieved both. Build a green future with an open attitude As one of the world's top three pump manufacturers with a history of over 150 years, KSB has always emphasized both technical depth and cultural warmth. With the deepening of green manufacturing and digital strategies, we are adopting a more open attitude to support the high-quality development of China's manufacturing industry. The product launch and German Beer Festival is not only a demonstration of the achievements of the past year, but also a solemn promise for the future: ●Continuously driving technological innovation to deliver smarter and more reliable products. ●Deepen digital transformation by upgrading from a pump and valve service provider to a digital solutions provider. ●Practice green concepts and contribute to sustainable development. ●Reinforce cultural exchanges to build an ecosystem where employees and the company grow together. We look forward to working together to create a better tomorrow and witness more moments of innovation and breakthrough in the future cooperation!
Read More
KSB's "Jumbo" Sets Sail | Building a Solid Ecological Barrier for the Upper Yangtze Recently, amidst much anticipation, the core equipment of the fourth phase expansion project of the Chongqing Jiguanshi Wastewater Treatment Plant—the KSB SPN 1200 vertical volute wastewater pump—held a grand delivery ceremony at Shanghai KSB Pump Co., Ltd. This not only marks the successful delivery of another crucial piece of equipment from KSB, but also signifies that a major environmental protection project safeguarding the Yangtze River is about to be equipped with a powerful "domestic heart"! The fourth phase expansion project of the Chongqing Jiguanshi Wastewater Treatment Plant carries the dual mission of addressing the central environmental protection inspection rectification and the ecological problems of the Yangtze River Economic Belt, making it a highly anticipated key project in Chongqing. Upon completion, the total treatment capacity of the Jiguanshi Wastewater Treatment Plant will reach 1.2 million m³/d (cubic meters/day), making it the largest wastewater treatment plant in western China and one of the top five in the country. This surging purification power will greatly enhance the wastewater treatment capacity of Chongqing's central urban area, providing solid support for building a vital ecological barrier in the upper reaches of the Yangtze River. A 12-Meter-High "Giant" Heart Participating in such a significant project is an honor, but also a heavy responsibility: as the "heart" of the entire wastewater lifting system, the pump sets provided by KSB face unprecedented challenges. ⏺︎ Giant Size: The SPN 1200 pump sets shipped this time exceed 12 meters in height from the bottom of the inlet bend to the top of the motor, resembling a steel giant. ⏺︎ Enormous Energy Capacity: To achieve the project's massive leap in processing capacity from 800,000 tons to 1.2 million tons per day, KSB has revolutionized the inlet pump house. By converting six of the original seven main pump units to 12,000 m³/h SPN1200 pumps and adding three additional SPN series pumps with capacities of 8,750 m³/h, 5,370 m³/h, and 2,100 m³/h, KSB Shanghai's newly configured pump unit not only achieved a qualitative leap in total delivery capacity but also brought unprecedented operational flexibility and reliability. ⏺︎ Challenging the "Giant": The enormous size and energy of the units placed extremely stringent demands on vibration, flow patterns, and energy efficiency. Every step of transportation, installation, and commissioning was an ultimate test of technology and experience. Facing these challenges, the KSB technical team showcased its core strengths: ⏺︎ Advanced Hydraulic Modeling: Leveraging KSB's technological DNA to ensure excellent design from the outset. ⏺︎ CFD Flow Simulation: Digital twin analysis of the entire pump house to predict and optimize water flow patterns. ⏺︎ CAE Vibration Analysis: "Diagnosing" each pump unit to ensure rock-solid stability under high-speed operation. Furthermore, KSB provided over 100 key process equipment units for this project, including submersible sewage pumps, impellers, and agitators, ensuring smooth project operation with a comprehensive product portfolio. Precise Contract Fulfillment, Living Up to Expectations "High standards and strict requirements for project quality control, comprehensive coordination of construction progress across multiple stages"—this was the project's commitment and a test for all suppliers. As a key equipment supplier for the project, KSB Shanghai deeply understood the weight of its responsibility. Facing the dual challenges of tight project deadlines and high technical requirements, the KSB team rose to the challenge, demonstrating outstanding professionalism and strong execution capabilities. All departments worked together seamlessly, with meticulous coordination at every stage from design and production to delivery, strictly controlling quality. As expected, KSB ultimately delivered the first batch of 6 vertical volute sewage pumps and over 100 submersible agitator pumps in the first half of the year, strictly adhering to the project schedule requirements. This precise fulfillment of contractual obligations effectively ensured the smooth progress of the entire project. On June 30th of this year, the project successfully achieved initial water supply operation. All installed KSB products operated stably and performed excellently, laying a solid foundation for the project's phased success. Behind this success lies KSB's commitment to its customers, its dedication to social responsibility, and proof of the strength of "German technology, made in China." With the successful delivery of the SPN 1200 pump, we will continue our efforts to fully complete the delivery of the subsequent retrofit pumps for this project. Every shipment is a fulfillment of a promise; every departure is a journey towards the mission of protecting our green mountains and clear waters. KSB will continue to contribute to China's environmental protection cause with its superior technology, reliable products, and professional services, working together with all partners to build a green future.
Read More
On October 15th, Dr. Stephan Bross, Executive Director and Chief Technology Officer of KSB Group, attended the opening ceremony of the intelligent test bench at the Shanghai Chemical Engineering Pump Plant. In a media interview, he stated, "China has evolved from KSB's 'production base' to a 'global innovation hub.'" China Speed, German Quality, Bright Future At the ribbon-cutting ceremony, Dr. Bross summarized KSB's 31 years of development in China with three key words: China Speed - The CEP plant, with a total investment of 130 million yuan and a construction area of 10,000 square meters, began production in July last year and has an annual production capacity of 2,500 sets of high-end chemical pumps. German Quality - The intelligent test bench has a maximum power of 4,000 kW and a maximum flow rate of 4,300 m³/h, increasing testing efficiency by 300%. Bright Future - The Chinese market has become the Group's second-largest globally, and the North Asia region has achieved five consecutive years of growth in orders, sales, and profits. From "Localization" to "Global Standards" Dr. Bross emphasized the innovative value of KSB's China team: “ In the past, people might have viewed Europe and the United States as centers of technology development, but the situation is completely different now. The intelligent diagnostic algorithms and digital twin technologies developed by the China team have evolved from "localized achievements" to "standard features" across the Group's global factories, and are even being exported to the European and American markets. ” He further noted, "KSB's global standards have never been 'set by headquarters, implemented locally,' but rather 'where there are good innovations, we transform their experience into standards.'" The newly commissioned intelligent test bench is KSB's largest closed-loop test bench in Shanghai and one of the Group's most advanced. Dr. Bross stated that this is more than just a hardware upgrade; it also carries the strategic mission of "intelligent testing, empowering the chemical industry," strengthening KSB's brand recognition as an industry technology leader. KSB Global Operations Conference to be Held in Shanghai The KSB Global Operations Conference will soon be held in Shanghai. Over 100 operations leaders from various countries will gather in Shanghai to learn from the Shanghai team's experience in digitalization and AI applications. “ We aim to combine China's speed of innovation with German quality standards to serve global customers. ” The chemical engineering pump factory of KSB Pump Co., Ltd. in Shanghai, completed and put into operation in July 2024, is a model chemical pump production facility featuring green, intelligent manufacturing, and digitalization. It further enhances KSB's chemical pump production capacity and quality in Shanghai. The factory covers an area of 10,000 square meters and has a total investment of approximately 130 million yuan, including approximately 65 million yuan in equipment. It covers the entire chemical pump production process, including warehousing, machining, assembly, performance testing, pipe welding and assembly, painting, and packaging. The company manufactures dozens of products, including API and ISO series chemical process pumps, heat transfer pumps, magnetic drive pumps, and polyethylene medium pumps for special applications. The standard production capacity is 2,500 units/year, with a maximum capacity expandable to 4,000 units/year.
Read More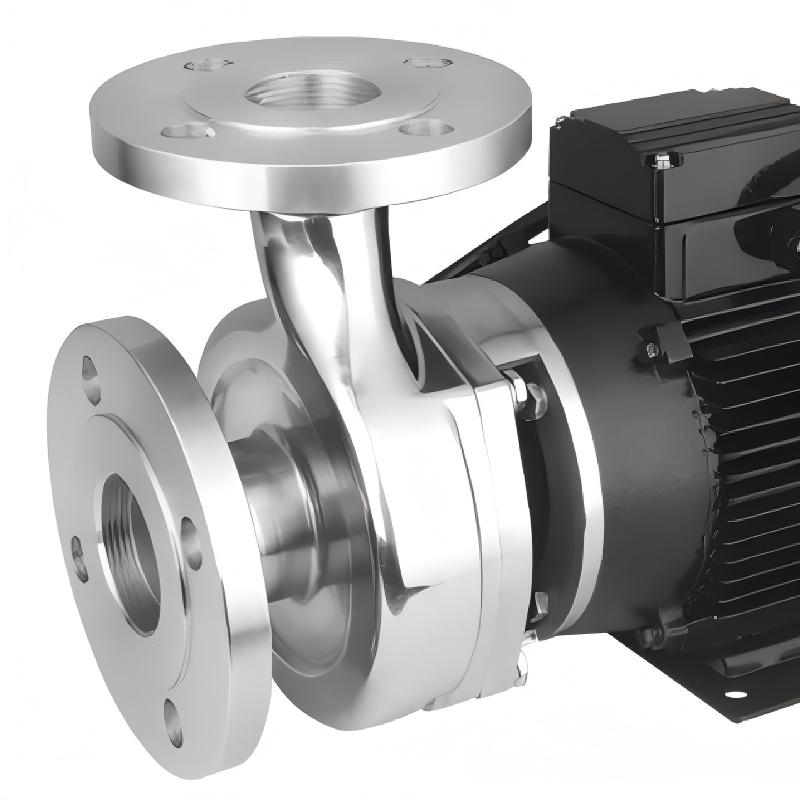
The differences between self-priming pumps and centrifugal pumps are mainly reflected in the following aspects: 1. Working Principle: Self-priming pumps: Before starting the pump, the pump casing is filled with water (or water itself is present in the pump casing). After starting, the impeller rotates at high speed, causing water in the impeller grooves to flow toward the volute. This creates a vacuum at the inlet, opening the water inlet check valve. Air in the suction pipe enters the pump and flows through the impeller grooves to the outer edge. Centrifugal pumps: These pumps operate by centrifugal motion of water caused by the rotation of the impeller. Before starting the pump, the pump casing and suction pipe must be filled with water. Then, the motor is started, causing the pump shaft to rotate the impeller and water at high speed. This centrifugal motion causes the water to be thrown toward the outer edge of the impeller and flow through the flow channel of the volute casing into the pump's pressure water line. 2. Applications: Centrifugal pumps: Used in liquid transportation, cooling systems, industrial cleaning systems, aquaculture, fertilization systems, metering systems, and industrial equipment. They are also widely used in industries such as power, metallurgy, coal, and building materials to transport slurries containing solid particles. Self-priming pumps: They disperse water into fine droplets for spraying, making them ideal for farms, nurseries, orchards, and vegetable gardens. They are suitable for handling clean water, seawater, chemical media with acidic or alkaline content, and generally pasty slurries. They can be used with filter presses of any model and specification, making them an ideal companion pump for filtering slurries while feeding them. 3. Components: Centrifugal pumps: Consists of six components: impeller, pump body, pump shaft, bearings, sealing rings, and stuffing box. Self-priming pumps: Consists of a suction chamber, liquid storage chamber, scroll chamber, liquid return port, and gas-liquid separation chamber. 4. Starting Method: Centrifugal pumps: To start, both the inlet pipe and the pump body must be filled with water, or an auxiliary device must be used to evacuate the inlet pipe. Self-priming pumps: To start, a certain amount of starting circulating water must be injected into the pump body. 5. Different Devices: Centrifugal Pumps: Must be equipped with a foot valve at the bottom of the inlet pipe or an air extraction device at the outlet. Self-Priming Pumps: Only a filter is installed at the bottom of the inlet pipe, without a foot valve. 6. Advantages: Centrifugal Pumps: Compact structure, wide flow and head range, suitable for mildly corrosive liquids, uniform flow, smooth operation, low vibration, no need for special shock-absorbing foundations or equipment installation, and low maintenance costs. Self-Priming Pumps: Compact structure, easy operation, stable operation, easy maintenance, high efficiency, long service life, and strong self-priming capacity. 7. Characteristic Curve: Centrifugal pump: The characteristic curve will not show the abnormal phenomenon of the self-priming pump mentioned above, and the efficiency is relatively high. Self-priming pumps: The characteristic curve is generally flatter than that of centrifugal pumps, meaning that the flow rate changes less for the same head change. With strong self-priming capacity, they can be started with no fluid in the suction pipe. However, when the flow rate is low, the characteristic curve of a self-priming pump will exhibit anomalies, meaning that the head increases as the flow rate decreases, resulting in generally lower efficiency.
Read More
I recently visited the Dalian plant of Leo Pump, a well-known pump manufacturer. The Dalian plant is a key base for Leo Pump in the petrochemical and chemical industries. Let me introduce the Dalian base LEO Dalian, a wholly-owned subsidiary of the LEO Group, is located in Dalian and specializes in the research, development, and manufacturing of pump products for the petrochemical industry. The base covers an area of 100,000 square meters. The Dalian base specializes in the research, development, and production of pumps for upstream oil and gas applications such as oilfield water injection, pipeline transportation, and storage, as well as downstream applications such as crude oil refining, heavy chemicals, fine chemicals, and coal chemical processing. The base possesses proprietary technologies for liquid transportation under harsh and extreme conditions, including ultra-low temperature, high temperature, high pressure, low cavitation, high corrosion, and energy recovery. The base is a qualified supplier to CNPC, Sinopec, CNOOC, and China Shenhua. What are the characteristics of Leo Pump's independently developed hydraulic turbine equipment? As we all know, the hydrocracking unit's hydroprocessing feed pumps and hydraulic turbines are among the most advanced in the chemical pump industry, representing cutting-edge design, manufacturing, and application requirements for harsh operating conditions. These include high temperatures, high pressures, flammable and explosive media, and harsh and complex gas-liquid-solid three-phase flows. The successful application of this equipment in this field demonstrates mastery of the industry's core design, manufacturing, and application technologies. As early as 2015, we achieved localization of a 1.7 million tons/year residue oil hydroprocessing hydraulic turbine for Sinopec Changling Refining and Chemical. This equipment was fully independently developed and manufactured, and has passed on-site evaluation by industry equipment experts. To date, this equipment has been in stable operation for 11 years, exceeding all performance indicators of existing equipment and reaching the internationally advanced level of similar products. Faced with such demanding operating conditions, how does Leo Dalian prioritize pump quality to ensure long-term, reliable operation? This brings us to the core process of the factory—quality management. As a design and manufacturing company focused on the customized market, the base builds its core business processes around customer needs. Across design and development, material procurement, production execution, quality planning, financial oversight, and safety assurance, the base continuously identifies blind spots and bottlenecks at all levels of the process, deepens optimization concepts like IPD and LTC, and continuously iterates and restructures processes. This management model maximizes the ability to meet personalized market demands, avoid excess inventory, and improve capital turnover, enabling the base to respond quickly in a rapidly changing market environment and enhance market competitiveness. Before raw materials enter storage, advanced equipment such as handheld spectrometers, portable hardness testers, and roughness testers conduct a comprehensive inspection of key indicators such as chemical composition, hardness, and roughness. Only raw materials that perfectly meet standards are assigned traceability identification, including WBS numbers, batch numbers, and material codes, before entering the production process. During the component assembly phase, each pump receives its own unique assembly quality tracking sheet, permanently recording the operators, assembly parameters, and inspection results for each process within the entire assembly process. During testing, the pump's flow rate, head, efficiency, NPSH, and other operating parameters are all subjected to performance testing under comprehensive digital instrumentation. Even the slightest deviation in any indicator will result in corrections and retesting until the product fully meets customer operating requirements. In 2024, the CNAS Testing Center at the LEO Dalian base successfully passed the review of the China National Accreditation Service for Conformity Assessment and received CNAS National Accredited Laboratory certification. The center has a maximum test flow rate of 12,000 m³/h and a test head of 3,500 m. It is precisely through such rigorous, standardized, and orderly quality process management that the Dalian factory is able to continuously provide the market with high-quality domestically produced equipment, ensuring the reliable operation of industrial processes. At the same time, product delivery times are also of concern. "LEO Dalian ensures product delivery cycles through three key approaches: First, standardized management: a division of labor and collaboration between project managers and product managers, and the division of products into standardized and customized categories. Projects are clearly defined with milestones and component precision is strictly controlled, ensuring a 99.5% first-pass pass rate." Second, digital empowerment: the SAP system is used to automatically convert production orders, monitor materials in real time, and track progress. A digital procurement platform is established to enable online supplier management, automated matching, and delivery tracking. Using an intelligent selection system, operating conditions are automatically input to generate performance curves and quotations, reducing quote response times from three days to two hours. Third, supply chain optimization: supplier grading and monthly KPI assessments are implemented to eliminate those that fail to meet standards, resulting in an increase in the arrival rate of key raw materials from 85% to 95%. A quality-focused approach is adopted: procurement requests material reports and critical parts undergo re-inspection upon arrival. During production, parts precision is strictly controlled to ensure a 99.5% first-pass pass rate. The Leo Dalian Technical Center is a petrochemical research branch affiliated with the Leo Group's national-level technical center. What achievements has it achieved so far? The Leo Dalian Technical Center possesses Leo's independently developed core technology for energy recovery in gas-liquid two-phase flow conditions, which is leading both domestically and internationally. This technology has been used in a 1.1 million tons/year low-temperature methanol washing plant at Inner Mongolia Huineng, achieving energy savings of over 1,300 kWh per unit. Through the promotion of this core technology, the energy-saving equipment independently developed and manufactured in this field saves over 500 million kWh per hour, equivalent to reducing annual coal consumption by 140,000 tons and CO2 emissions by 220,000 tons. In the coal chemical industry, Leo's independently developed and innovative low-temperature methanol washing integrated turbine technology, with an installed capacity exceeding 40,000 kW/h, is an industry leader. The relevant technical specifications drafted by Leo also fill gaps in the industry. In addition, as the basic theoretical research institution of the Leo Group, it not only provides comprehensive technical support for petrochemical pump products for Leo Pump Industry, but also provides technical support in hydraulics, strength, vibration analysis and other aspects to each member unit within the group.
Read More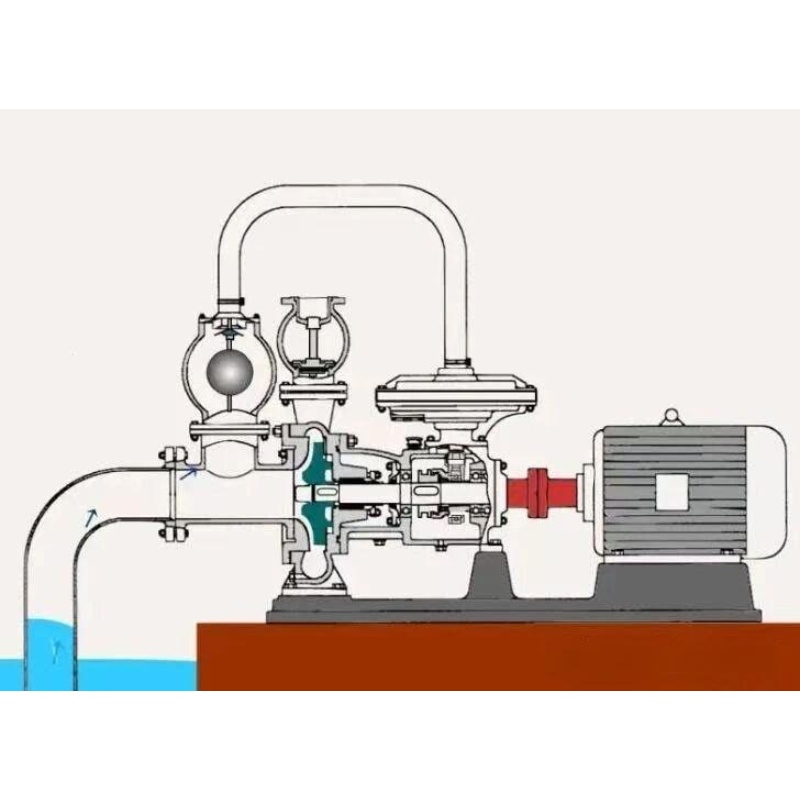
Among many types of water pumps, self-priming pumps have attracted considerable attention for their unique performance. Today, let's delve deeper into the working principles and significant advantages of self-priming pumps. Working Principle: First, let's understand the working principle of a self-priming pump. The key to a self-priming pump's ability to self-prime liquid lies in its unique structural design. When the pump starts, a portion of the liquid stored in the pump body rotates with the impeller, forming a liquid ring. Centrifugal force propels the liquid around the impeller toward the outer edge, creating a low-pressure area. Simultaneously, a vacuum is created at the center of the impeller as the liquid is ejected. Atmospheric pressure forces the liquid in the suction pipe into the pump, enabling self-priming. As the pump continues to operate, liquid is continuously drawn in and out, creating a steady flow. Self-priming Pump Working Principle Diagram: Advantages of Self-priming Pumps: 1. Strong self-priming capability: No prior priming is required, enabling quick startup and self-priming, saving time and manpower. 2. Easy operation: Easy startup, no complex preparation required, and suitable for a variety of operating conditions. ⒊ Wide Adaptability: Able to handle liquids containing gas or vapor, with good adaptability to liquids of varying properties. ⒋ Flexible Installation: Unrestricted by mounting location, it can be installed horizontally, vertically, or at an angle to meet various site requirements. ⒌ Low Maintenance Cost: Relatively simple structure and few parts make maintenance and repair relatively easy, reducing long-term operating costs. ⒍ High Energy Efficiency: During operation, it effectively utilizes energy, improving efficiency and reducing energy consumption. Summary: With its unique principle and numerous advantages, self-priming pumps play an important role in numerous fields, including agricultural irrigation, industrial drainage, and municipal water supply. We believe that with continuous technological advancement, self-priming pumps will demonstrate even greater performance and a wider range of applications in the future.
Read More
Adaptive N impeller helps small sewage pumps solve clogging problems Clogging is a common problem in wastewater pumping, especially for smaller pumps due to their limited hydraulic space and lower torque. The consequences of clogging include increased energy consumption, additional maintenance, and emergency repairs, all of which lead to higher operating costs. Wastewater pump manufacturers are constantly developing better hydraulic designs to reduce clogging while maintaining high performance. The Adaptive N Technology hydraulic design, an evolution of the self-cleaning N-type hydraulic design, is designed to address the challenges of anti-clogging in smaller pumps. It provides significant improvements in pump system reliability while reducing energy consumption and unplanned maintenance costs. The Adaptive N impeller pump can be installed in wastewater pumping stations with or without screens, and is used to pump wastewater from homes, commercial buildings, hospitals, schools, and other locations. It can also be used in industrial wastewater and stormwater applications to transport wastewater that may contain solids, fibers, and other types of impurities. A Flygt Concertor 6020 pump with Adaptive N technology installed in a municipal wastewater pumping station. Pumps Designed for Today's Wastewater Conditions Since the early 20th century, pump designers have focused on reducing clogging by increasing flow rates. In mining, industrial, and raw water pumping applications, hard solids and spherical objects in the pumped medium are the most common clogging problems. Large impeller passages make it easier for these objects to pass through the pump. While conventional wastewater pumps are designed with large flow passages to avoid clogging, this has proven suboptimal for most wastewater applications. At the same time, the risks posed by soft and fibrous objects—the most common solids in municipal wastewater—have been largely overlooked. Detailed surveys and studies of modern wastewater indicate that wastewater almost never contains hard, spherical objects with a diameter as large as the internal diameter of the pipe system. Even when such objects enter the wastewater system, they typically settle or accumulate in areas of lower flow velocity, never reaching the pump. A significant concern: Today's wastewater contains a higher proportion of soft objects. Examples include the growing variety of household and personal hygiene items, including paper towels, wet wipes, rags, dishcloths, and other fibrous objects. While much of this material should be disposed of as trash, many consumers flush it down the toilet. As a result, more fibrous, non-biodegradable material appears in the wastewater, further challenging the pump’s performance. Figure 1: Likelihood of finding various types of solids in wastewater Figure 1 is a conceptual illustration of the likelihood of finding different types of solids in wastewater. Hard, nearly spherical objects are on the left, while soft, elongated objects are on the right. As with many systems, the probability of finding very large objects (whether spherical or elongated) is very low. An important feature is that the distribution curve is asymmetric—it favors soft, elongated objects, which are the most common types found in wastewater today. Soft vs. Hard Blockage Research has shown that blockage problems are primarily caused by fibrous debris, which tends to become entangled around the leading edges of conventional impellers. The fibers wrap around these leading edges and fold over the sides of the blades. On straight and moderately curved leading edges, debris does not break off; instead, it continues to accumulate. This accumulation forms large clumps of solid material (sometimes called "cloth clumps"), which can lead to blockage. As debris gradually accumulates around the leading edge of the impeller, the free path for water flow decreases, and pump performance degrades. This phenomenon is called soft blockage because it does not cause the pump to stop. The pump will continue to operate, but performance will be reduced to a certain degree. A typical effect of soft blockage is that the pump needs to run longer to pump a given volume of wastewater. A soft-blocked pump is also less efficient than an unblocked pump. Consequently, soft blockage increases energy consumption. Another consequence of soft blockage is increased vibration levels, which can accelerate wear on seals and bearings. Small foreign matter can also become lodged between the volute and impeller, causing additional friction. The motor needs to provide greater torque to offset the braking effect, thus requiring higher input power. Once the operating current exceeds the trip current (causing the motor to overload), the pump stops operating. This is called a hard jam. A hard jam can also occur when a soft jam forms a noticeable mass. The primary impact of a hard jam is downtime and the need for unplanned repair services to clear the jam and restart the pump, increasing operating costs. Dispelling Myths About Throughput Size Decades of R&D experience, combined with hundreds of thousands of pump installations, have shown that focusing solely on throughput size is incorrect and misleading. Yet, it remains prevalent in wastewater pump purchasing specifications. User feedback and laboratory testing of conventional impellers have yielded the following results: Channel Hydraulics' Anti-Clogging Performance Channel impellers are single- or multi-blade, closed-circuit centrifugal impellers with large throughput sizes. They are highly efficient when pumping clear water but are susceptible to clogging when pumping wastewater. Figure 2: Example of a Single-Blade Impeller Channel hydraulics are designed to achieve optimal clogging resistance at the pump's best efficiency point (BEP). Therefore, clogging resistance decreases as the operating point moves further from the BEP. The gradual accumulation of fibrous material on the leading edge (Figure 3) will cause pump efficiency to fall far below the factory-tested clear water value—a typical effect of soft clogging. This design induces significant radial loads over long-term operation, placing greater stress on the shaft and bearings, increasing vibration and noise. Since the impeller can never be perfectly balanced, vibration is further exacerbated. These problems ultimately lead to increased energy consumption, excessive wear, and shortened pump life. Figure 3: Clogging in a Channel Impeller Clog Resistance of Vortex Hydraulics Vortex impellers are located at a distance from the pump casing, providing ample volute space, but are inefficient when pumping both clean and dirty water. Pump designers assumed: • The rotating impeller would create a strong vortex within the volute, pumping out the liquid and any debris. • The vortex impeller would operate like a torque converter, transferring energy from the impeller to the pumped medium with little or no fluid exchange. • Because the impeller is outside the fluid flow path, objects never come into contact with the impeller, and the pump would not clog. Figure 4: Example of a Vortex Impeller However, vortex impellers function like other centrifugal impellers, meaning energy is transferred to the medium via the impeller blades. Therefore, multi-blade vortex impellers are very sensitive to soft clogging of the hub and leading edge. Its fluid dynamics (flow pattern and pressure distribution) can cause soft materials to accumulate on the impeller surfaces, further reducing the already low hydraulic efficiency. Furthermore, vortex pumps often experience a large accumulation of solids in the volute, causing additional losses, increased power consumption, and ultimately leading to motor overload and pump shutdown. Figure 5: Blockage in a vortex impeller Anti-clogging of Modern Self-Cleaning Hydraulics Research and investigations have shown that clogging problems are primarily related to the pump's difficulty discharging fibrous debris entangled on the impeller's leading edge. The N-type impeller features a state-of-the-art self-cleaning design developed in response to these findings. With a sharply swept horizontal leading edge and a relief groove, the N-type hydraulic design has proven to be a solution to most clogging issues. Furthermore, without the need for large flow passages, the impeller can be designed with multiple blades, which helps reduce radial forces, improve balance, and increase efficiency. Figure 6 shows the clogging probability of the N-type impeller, which is significantly lower than that of conventional impellers designed around large flow dimensions. Figure 6: Clogging in a Self-Cleaning N-Type Impeller Figure 7: Self-Cleaning N-Technology Hydraulic Design Figure 7 illustrates the N-type hydraulic design, which consists of a semi-open N-type impeller and an insert ring with guide pins. The self-cleaning technology works as follows: 1. The N-type impeller blades, with their swept horizontal leading edges, achieve self-cleaning by sweeping solids from the center of the insert ring to the outer edge. 2. Unloading grooves in the insert ring work together with the horizontal leading edge to guide solids out of the impeller. 3. In smaller geometries, specially designed guide pins capture any fibers lodged near the impeller hub and allow the blades to push them out of the pump along the unloading grooves. Thanks to its ability to expel hard objects, self-cleaning technology significantly reduces unscheduled maintenance and improves reliability. By preventing fibrous objects from tangling around the leading edge and causing soft plugging, the N-type impeller ensures sustained high efficiency over the long term, thereby reducing energy consumption. Unlike channel hydraulics, the self-cleaning N-type hydraulic's anti-plugging properties are mechanically based and unaffected by flow rate variations. Therefore, the pump can operate efficiently at different points along the performance curve and, most importantly, with high reliability at a wide range of frequencies. Pairing the N-type hydraulic design with a variable frequency drive (VFD) enables better process control, energy savings, smoother operation, and reduced maintenance costs. Development of the Self-Cleaning N-Type Hydraulic Design Limited Torque in Small Pumps Submersible pumps are typically driven by an electric motor that is closely coupled to the pump impeller, as shown in Figure 8. When the pump starts, current flows into the stator windings, generating a rotating magnetic field that rotates the rotor via the shaft. Consequently, the motor generates torque proportional to the motor power. Torque is a physical quantity that defines the tendency of a force to rotate an object about an axis or point. Figure 8: Torque Schematic As previously mentioned, objects passing through the self-cleaning N pump are pushed along the unloading groove. Because the gap between the impeller blades and the insert ring is very small, only a few tenths of a millimeter, large debris is forced through the unloading groove. When this occurs, additional friction is generated, braking the impeller and slowing it down. The pump must provide additional torque to overcome this additional friction, which means higher motor torque is required. If the maximum motor torque is insufficient, debris will become stuck and the pump will stop. This is known as a hard jam. Because motors used in submersible wastewater pumps are typically not significantly overrated, the maximum torque available at full power may not be sufficient to dislodge even the toughest debris. This is particularly true for smaller pumps, which often have relatively low torque margins. To further enhance the functionality of smaller N pumps, Flygt has developed Adaptive N technology to reduce the risk of hard jams caused by insufficient torque. Adaptive N Technology With Adaptive N technology, the N-type impeller is not completely fixed to the shaft: it can move axially up and down in response to the pressure differential created by large debris trying to pass through the pump. This movement temporarily increases the clearance between the impeller blades and the inlay ring. This allows even the largest pieces of cloth and the toughest debris to pass through the pump without requiring additional motor torque. This advantage is even more pronounced when the pump motor is operating on single-phase power, where available torque is further reduced. Figure 9: Position of the Adaptive N Impeller During Operation As shown on the left side of Figure 9, in most conditions, the Adaptive N impeller operates exactly like a conventional N-type impeller. However, when necessary, the impeller moves upward to pass larger debris, as shown on the right side of Figure 9. The adaptive mechanism operates by exploiting the hydraulic pressure differential across the impeller. The pressure-dependent force is F=PxA, where P is the pressure and A is the area over which the pressure acts. Figure 10 shows how the combined forces determine the impeller's position. The left side of Figure 10 is a conceptual image of the hydraulic pressure distributed across the impeller in lightly contaminated wastewater. At the base of the impeller, upward pressure increases with radius, so the force increases from the center of the impeller toward the edge. Meanwhile, at the top of the impeller, higher pressure acts evenly across the entire impeller disk. The net force acting on the impeller has a downward net value, maintaining the impeller in its normal operating position. Figure 10: Force distribution during normal operation (left) and when a large piece of debris enters the pump (right) When a large piece of debris enters the impeller, the force balance differs from normal operation. As shown on the right side of Figure 10, at the base of the impeller, a gradually increasing upward force is added to the hydraulic force. When the upward force exceeds the downward force, the impeller begins to move upward, and the gap between the impeller and the insert increases. When the gap is sufficiently wide, the debris passes through the impeller. The upward force then decreases, and the impeller returns to its original operating position. Because this adaptive motion lasts only a fraction of a second, the momentary power increase has no significant impact on the overall efficiency of the pump. This adaptive feature also reduces loads on the shaft, seals, and bearings, thereby extending their service life. In summary, Adaptive N technology significantly improves the self-cleaning capabilities of small pumps equipped with low-torque motors. Ultimately, reliable operation and consistently high efficiency reduce total cost of ownership. Note: While there is a spring in the impeller hub, it is not related to the adaptive function. This spring keeps the impeller locked during assembly and shipping, preventing damage that could occur before installation. Life Cycle Cost (LCC) Analysis for Small Wastewater Pumps Life Cycle Cost (LCC) analysis is a methodology used to determine the total cost of a system over its lifecycle or to compare investment plans. A complete LCC analysis of any equipment includes all costs associated with the equipment, including initial investment, installation, operation, energy, downtime, environmental, maintenance, and disposal. The most significant components of the calculation will depend on the application, location, labor costs, and energy costs—factors that can vary significantly between markets. A simplified analysis is often used when evaluating wastewater pump options. In this case, the most relevant factors are initial investment, energy costs, and maintenance costs (especially unplanned maintenance). Other factors can be excluded from the analysis. Blockage is the most significant factor in unplanned maintenance costs. The number of times a pump blocks in a pumping station can vary significantly. The most common factors are: • Type of pumped medium • Type of pump hydraulic design • Length of pump operating cycle • Pump size • Motor torque and moment of inertia • Performance of routine maintenance Increased energy costs due to soft clogging As mentioned above, channel impeller pumps used in wastewater applications can suffer from soft clogging and may trip after a long operating cycle. However, vortex impeller pumps experiencing soft clogging may continue to operate due to the larger volume within the pump casing. This larger volume allows for greater accumulation of solids compared to other impeller types. In either case, soft clogging tends to reduce pump efficiency and induce hard clogging. Figure 11 shows the impact of soft clogging on the efficiency and energy consumption of a conventional pump (channel or vortex hydraulic design) and a self-cleaning pump (N-type or Adaptive N Technology hydraulic design) over time. As shown in Figure 11a, when the conventional pump is operated continuously in wastewater, its efficiency decreases and its energy consumption gradually increases. The same trend is observed when the conventional pump is operated intermittently (Figure 11b), even though backwashing can temporarily improve efficiency. In contrast, Figure 11c shows that the self-cleaning pump maintains consistent efficiency and energy consumption during continuous or intermittent operation in wastewater, resulting in the lowest energy consumption over time. The increased energy costs due to soft clogging are easily measured on-site. However, predicting these additional costs is difficult due to variability in media properties and operating cycles. Figure 11: Comparison of conventional pump performance and self-cleaning N-technology wastewater pump performance under two different operating scenarios Simplified LCC Comparison Example The following example provides a simplified LCC analysis comparing the costs of three pump types under short and long daily operating hours: Application and pumping details pumping medium Raw sewage for grid Flow 25 Liters/second Lift 8 Meters Years of operation 5 Years Energy cost* 0.1 EUR/kWh Unplanned maintenance costs 200 Euros/service Pump selection Channel type impeller Vortex impeller Adaptive N impeller Rated power(kW) 3.1 4.7 3.1 Hydraulic efficiency (clean water)** 75% 46% 77% Total efficiency (clean water)** 63% 38% 65% Specific energy consumption (kWh/m³)** 0.0346 0.0574 0.0335 Service times/year Run 3 hours/day 4 2 0.5 Run 12 hours/day 16 8 2 *Energy costs can vary significantly by country. **Efficiency and specific energy consumption data are based on Flygt pump performance curves. In this example, the initial investment for the different hydraulic designs does not vary significantly. Over long operating cycles, the initial investment represents only a small fraction of the LCC. Furthermore, planned maintenance costs will be roughly the same across the various pump options. Meanwhile, unplanned maintenance costs due to hard clogging will have a greater impact on the LCC. When a channel impeller pump is operated 12 hours per day for five years (Figure 14), its unplanned maintenance costs exceed five times the initial investment. In contrast, the Adaptive N-type impeller pump's maintenance costs are only 60% of its initial investment. While vortex impeller pumps are expected to require fewer services than channel impeller pumps, their lower efficiency than other hydraulic designs will result in higher energy costs. This does not even take into account the additional energy costs caused by soft clogging, which is difficult to predict and therefore not included in the LCC calculation or these charts. Taking this into account, the vortex hydraulic pump will have higher energy consumption than the other two hydraulic designs. Whether operating 3 or 12 hours per day (Figures 13 and 14), the Adaptive N-type impeller pump has the lowest lifecycle cost in wastewater applications because it minimizes unplanned maintenance. If the additional energy costs caused by soft clogging are taken into account, the savings of the Adaptive N-type impeller pump are even greater than those shown in the LCC analysis. In addition to the economic benefits, the N-type pump provides a worry-free operation experience for the end user. Figure 12: Example of a wet-well pumping station equipped with two small sewage pumps Figure 13: Simplified LCC analysis based on 3 hours of daily operation for 5 years Figure 14: Simplified LCC analysis based on 12 hours of daily operation for 5 years Summary The increasing focus on minimizing operating costs, particularly in sewage applications, has driven the demand for pumps with improved clogging resistance and higher efficiency. Twenty-five years ago, Flygt developed a self-cleaning hydraulic design to address this issue. The semi-open N-type impeller, featuring a swept horizontal leading edge and unloading grooves, significantly reduces the risk of clogging. Compared to traditional hydraulic designs, the N-type pump offers consistently high efficiency and improved reliability. As a result, the self-cleaning N-type pump has become popular worldwide. Due to the limited size and motor torque of small sewage pumps, implementing N-type technology in the most challenging applications has been challenging. To further enhance the self-cleaning function, particularly to reduce the risk of hard clogging in relatively low-torque pumps, the N-type impeller incorporates adaptive technology. The adaptive N-type hydraulic design allows the impeller to move axially, allowing even the toughest debris to pass through. Extensive laboratory and field testing demonstrates that the Adaptive N technology hydraulic design effectively addresses both soft and hard clogging issues in small pumps. Furthermore, LCC analysis demonstrates significant cost-saving potential for Adaptive N impeller pumps. In most cases, these savings come from lower energy consumption and reduced unplanned maintenance costs.
Read More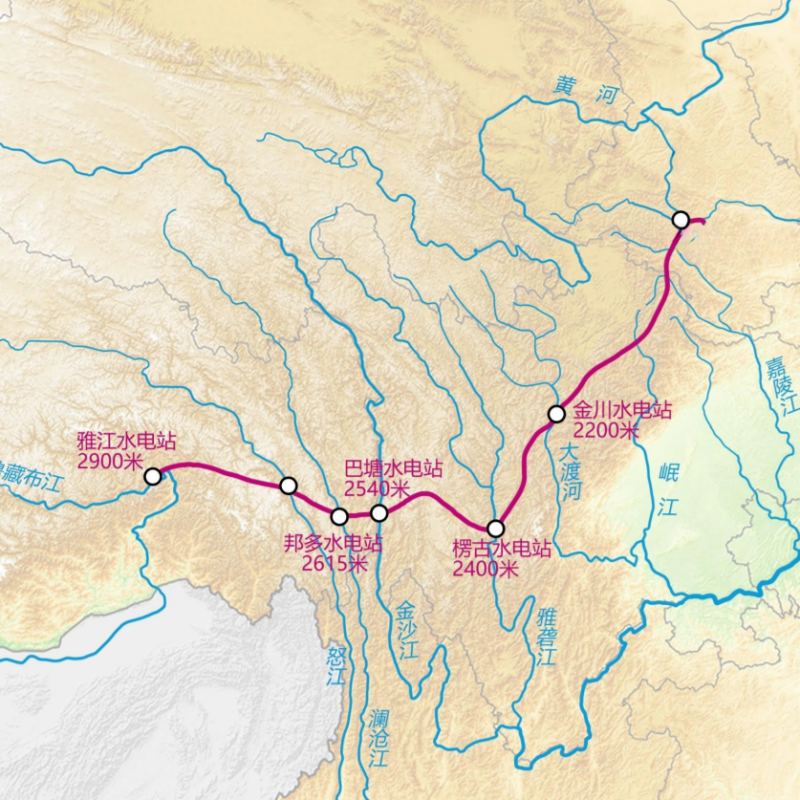
From the Wuyue Hydropower Station to the Yarlung Zangbo River, the "pumping power" behind China's pumped storage 1. The largest mega-hydropower project in human history In recent months, the Yarlung Zangbo River Lower Reaches Hydropower Project, the largest hydropower project in human history, officially commenced. With a total investment exceeding 1.2 trillion yuan, this mega-project plans to build five cascade hydropower stations with a total installed capacity of 60 to 81 million kilowatts, equivalent to more than three times the size of the Three Gorges Dam. The project is expected to generate 300 billion kilowatt-hours of electricity annually, enough to meet the electricity needs of 300 million people. This is not only a milestone in the history of global hydropower construction, but also a key measure for my country to promote ecological civilization and ensure clean energy security. "Open ditches and canals, return them to the great rivers, and drain stagnant water." The Chinese nation's respect for, compliance with, and protection of water have nurtured an ecological concept of harmony and symbiosis through millennia of water management and use. Today, this concept is quietly revitalizing hydropower construction. In this green and surging energy revolution, water pump equipment is playing an irreplaceable and core role as a key auxiliary system. 2. What is pumped storage? Why is a pump necessary? A pumped-storage power station is a special form of hydropower station, equivalent to a "super battery" for the power grid. Its operating principle embodies the wisdom of "peak shaving and valley filling, and adapting to changing circumstances."By utilizing surplus electricity during low-demand periods to pump water to the upper reservoir, this system accumulates potential for later use. During peak demand periods, this energy is released to generate power, transforming potential into energy. This ingeniously achieves the temporal and spatial shifting of electrical energy and the stable regulation of the grid frequency. In this energy storage and discharge cycle, the water pumping equipment becomes the most critical kinetic energy conversion device. Like the human body's "heart system," it performs critical functions such as technical water supply, maintenance drainage, and leak removal. Its performance is directly related to the operational efficiency and safety of the entire power station. In fact, in addition to super projects such as the Yarlung Zangbo River, pumped-storage power stations, as the "voltage stabilizer" and "regulator" of the power system, are being accelerated across the country and have become an indispensable core component of the new power system.The national target for pumped storage capacity is projected to exceed 62GW by 2025, and to exceed 120GW by 2030. Currently, there are 678 planned pumped storage projects under construction nationwide, with a total investment exceeding 70 trillion yuan. The Henan Wuyue Pumped Storage Power Station, a major, one-million-kilowatt project approved by the National Energy Administration and shared today, is a crucial component of this national strategic plan. 3. Henan Wuyue Pumped Storage Power Station: Located in the Central Plains, storing energy from the mountains and waters The Henan Wuyue Pumped Storage Power Station is a key project in Henan Province's "13th Five-Year Plan" energy development plan and power development plan. It is also a key energy project approved by the State Council to revitalize the old revolutionary base area of Dabie Mountains. The total installed capacity is 1 million kilowatts. After the power station is fully put into operation, it can save the system's thermal power coal consumption by 116,800 tons each year, which is equivalent to reducing carbon dioxide emissions by about 291,400 tons each year. It is of great significance to the construction of the power grid regulation capacity in central China. As of now, three units of Wuyue Pumped Storage Power Station have been put into operation to generate electricity.In this major project, Leo Pump Industry provided technical water supply equipment, maintenance drainage and flow channel water filling systems, leakage drainage systems and other related pump equipment (including GSX high-efficiency single-stage double-suction horizontal centrifugal pumps, NLG vertical pipeline centrifugal pumps, NDX single-stage end-suction cantilever horizontal centrifugal pumps, GLC vertical long-axis pumps, WQ series submersible sewage pumps, and D series horizontal multi-stage centrifugal pumps). Among them, the GSX250-390 high-efficiency, single-stage, double-suction horizontal centrifugal pump, awarded the China Energy Conservation Certification, features a double-suction design with a flow rate of 1200 m³/h and a head of 40 m. It boasts a wide range of models, excellent hydraulic performance, and a novel structure, offering high efficiency and reliability, low NPSH, and low maintenance. This product, which has been awarded the "Second Prize for National Science and Technology Progress," has demonstrated outstanding performance in major projects such as the Shenhua Guohua Qingyuan Power Generation Project, the Huaneng Dalat Power Plant, and the State Energy Group Yueyang Power Generation Company. 4. Solid Core Capabilities Support Major Projects The Wuyue Pumped Storage Power Station is a prime example of the localization of China's entire high-end equipment manufacturing industry chain. The vast majority of its core equipment and construction materials, including Leo, are sourced from domestic companies, demonstrating that China's independent R&D, design, and manufacturing capabilities for pumped storage power stations have reached world-leading levels. Harbin Electric Power Group, supplier of the core main equipment, undertook the design, manufacturing, installation, and commissioning of all core components, from the runner, main shaft, and generator rotor. TBEA Shenyang Transformer Co., Ltd., supplier of the 500kV main transformer, undertakes the critical task of boosting the generator's electricity and transmitting it to the grid. Pinggao Group, a leading domestic high-voltage switchgear company, provided a complete set of 500kV GIS equipment. Its high reliability and compact design ensure the safe and stable grid connection of the power station. In addition to traditional pumping equipment, with the deepening implementation of the national "dual carbon" strategy and the rapid development of the pumped storage industry, smart pump health systems are becoming increasingly important for the safe and stable operation of pumped storage power stations. Examples include Leo Pump's smart pump health monitoring system, Taiji Co., Ltd.'s smart pump cluster system, and Kenfulai's KICS intelligent cloud platform. In addition to the Wuyue Pumped Storage Power Station, many large-scale, important water conservancy projects for public welfare in China, such as the South-to-North Water Diversion Project, the Yangtze-Huaihe River Diversion Project, the Central Yunnan Water Diversion Project, and projects by the five major energy investment companies, have attracted a group of Chinese manufacturing companies with extensive project experience. 5. Promoting China's Hydropower Development with Flowing Wisdom "Guiding the river, piling up stones, it reaches the Dragon Gate." Ancient Chinese wisdom in water management transcends time and space, finding new life in hydropower development millennia later. With the deepening of the "Dual Carbon" strategy and the advancement of the Yarlung Zangbo River project, China's pumped storage industry is entering a golden period of development. Amidst this monumental energy transition, a group of domestic manufacturers are injecting powerful momentum into this vital national infrastructure with their exceptional technical prowess and reliable product quality. Rivers surge, and the times march forward. As the Book of Changes says, "Nothing nourishes all things like water." We have reason to believe that this flowing wisdom will inject inexhaustible impetus into the green development of the Chinese nation and contribute significantly to building a beautiful China.
Read More









 IPv6 network supported.
IPv6 network supported.