








pump application
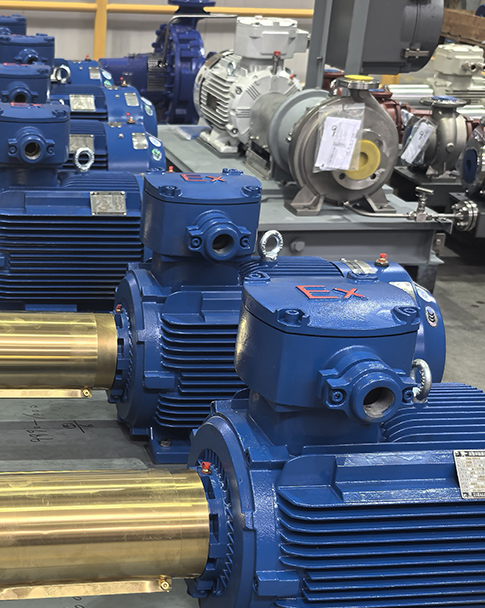
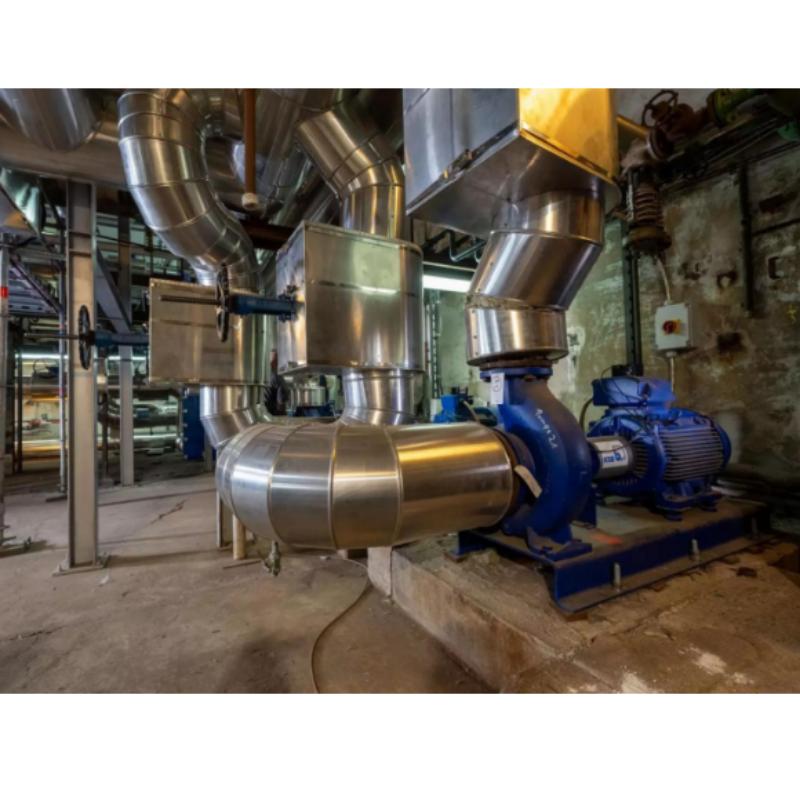
KSB Intelligent Pumping System Empowering climate-neutral heating in cities As the world accelerates toward carbon neutrality, the green transition of urban heating has become a top priority . The German city of Herne plans to achieve climate-neutral heating by 2045, with the recycling of industrial waste heat becoming one of its key strategies. Recently, in a landmark district heating project in Hårnæ, KSB successfully integrated the industrial waste heat from a large chemical plant into the urban heating network through its advanced pumping and intelligent control technologies. The project was successfully completed in 2025, fully demonstrating the pivotal role of KSB systems in driving the transition to sustainable heating solutions. Rising to the Challenge Supply-demand mismatch and pipeline network barriers Chemical plants generate substantial waste heat from water vapor condensation during production processes. Through heat exchangers, this waste heat originally supplied 4 megawatts of climate-neutral thermal energy to approximately 1,000 surrounding households. However, the system has long faced two major pain points. ❎ There is an extremely severe mismatch between supply and demand. Under optimal operating conditions, chemical plants can generate over 8 megawatts of waste heat, far exceeding the energy needs of surrounding residential areas, resulting in significant waste of clean energy. ❎ There is no reliable backup. When chemical plants cease operations for maintenance, heating companies are forced to activate expensive fossil fuel steam boilers to maintain heating supply. To address this issue, the heating company decided to connect the chemical plant's pipeline network to the central city's main pipeline network, which is located merely 500 meters away, thereby achieving energy interoperability: excess waste heat is fed back to the city center, while insufficient waste heat is supplemented by backup support from the city center. ▼ However, technical challenges emerged—the operating parameters of the two pipeline networks were vastly different, making direct grid integration impossible: 🏭️industrial plant pipeline network (direct supply to users) Operates at low temperature and low pressure, with a temperature below 90°C, a static pressure of approximately 3 bar, and a maximum water supply pressure of 4.5 bar. 🏙️ Jibin City Central Network (Heating provided by the heat exchange station) The system operates under high temperature and high pressure conditions, with a water supply temperature reaching up to 130°C and a static pressure of approximately 12 bar. The way to break the deadlock Smart isolation | Seamless scheduling To address the challenge of connecting pipeline networks with different technical principles in parallel, the solution involves establishing an intelligent heat exchange station equipped with two 8-megawatt plate heat exchangers, which achieves both "hydraulic isolation" and efficient heat transfer. The brain and heart of this complex system are precisely the pump and control system custom-designed by KSB for it. The demand for district heating fluctuates significantly with seasons, weather conditions, and even time of day, while industrial waste heat generation depends on factory production capacity. To achieve dynamic balance under highly challenging operating conditions, KSB offers an optimal combination of software and hardware: Powerful pumping, delivering surging energy On the pipeline network side of the chemical plant, KSB has installed four Etanorm 200-150-250 circulation pumps (equipped with gray cast iron pump housings and bronze impellers). These pumps are driven by 4-pole asynchronous motors rated at 45 kW each, delivering robust performance and stable operation. AI-controlled, precise frequency conversion The core of the entire system lies in the KSB customized pump control system. The pump motor operates in super-synchronous mode (up to 60 Hz) via the KSB PumpDrive R frequency converter. This control system not only precisely regulates the circulation pumps on the chemical plant side but also manages the return pumps supplying water to the municipal pipeline network, ensuring the entire system maintains optimal flow rates at all times. Outstanding Performance Comprehensive protection with dynamic response powered by the KSB intelligent system, this heating hub demonstrates exceptional operational intelligence: The pump control system designed by KSB Automatically adjust the operating status flexibly based on requirements Real-time voltage stabilization and safety protection The KSB system not only drives the water circulation but also maintains stable pipeline pressure in real time, effectively preventing hazardous conditions such as overpressure, overheating, negative pressure, or dry operation. Precise monitoring of the "most vulnerable point" The system specifically monitors critical points in the pipeline network (i.e., areas where pressure or temperature is most likely to be insufficient), ensuring comprehensive heating coverage with no blind spots. Flexible switching eliminates water hammer During the mode switching between "waste heat output" and "standby input," abrupt start-stop operations of the water pump can easily induce pressure surges in the pipeline network. To address this, KSB has incorporated a dynamic start-stop ramp function into the system programming. This ensures a smooth transition in pump rotational speed, effectively protecting valves and pipelines from load shock. Climate-neutral heating requires not only the development of new energy sources, but also the application of intelligent and reliable fluid technologies to fully harness existing energy potential and seamlessly integrate it into current systems. Although the transformation journey is fraught with technical challenges, KSB's intelligent pumping solutions simplify complex scheduling into daily operations, delivering warmth to countless households—the ultimate solution for enhancing quality of life. On the path toward achieving global climate goals, KSB remains your trusted professional partner.
In the wave of green mining construction, backfill mining technology has become a key path to achieve efficient resource utilization and ecological protection synergy. The Dagushan filling project of Ansteel Mining Group is facing harsh working conditions such as slurry solid content of over 50%, large particle size, strong abrasion, and long-distance transportation, which puts extremely high demands on the core equipment slurry pump. With years of experience in the research and development of slurry pumps and precise adaptability to working conditions, Kaiquan has successfully won the bid for this project, providing a total of 29 slurry pumps at once: 17 units of 350KXZ-84 type, 6 units of KJ350-96 type, and 6 units of KZJ350-85 type. This number also set a record for Kaiquan's largest order under mine filling conditions. Customized solution: Three models collaborate to solve transportation problems In response to the high concentration, large particle size, and long-distance transportation characteristics of the Dagushan filling project, the Kaiquan technical team has customized an integrated transportation solution with the 350 series slurry pump as the core. Each of the three models has its own focus: KJ350-96: with a super large flow design, the rated flow can reach 2500m ³/h, the head is 78m, and it is suitable for large displacement filling needs; 350KXZ-84 and KZJ350-85: precise head adaptation, matching different conveying sections' working conditions. All pumps adopt heavy-duty horizontal structure, with increased impeller diameter and low-speed design, and use CFD multiphase flow simulation technology to optimize the volute flow channel, achieving equal lifespan operation of the flow passage components. Double pump casing design: The outer layer ensures structural strength, while the inner layer is equipped with replaceable high chromium alloy, allowing for flexible adaptation to different filling material characteristics. Sealing and Material: Zero Leakage, Long Life In response to the pressure gradient generated by long-distance series transportation, Kaiquan adopts a differentiated sealing scheme: First stage pump: secondary impeller+packing seal combination, achieving zero leakage operation Second stage pump: packing+high-pressure shaft seal water design, ensuring reliable sealing of high-pressure slurry The material of the overcurrent component is customized ultra hard and wear-resistant KmTBCr27. After special heat treatment, the hardness reaches HRC60 or above, and the wear resistance is more than 10 times that of ordinary carbon steel. In actual operation, the average lifespan of the overcurrent components reaches 8-12 months, with some operating conditions exceeding 15 months, far exceeding the 3-6 months of ordinary slurry pumps. At the same time, the pump set is equipped with a variable frequency speed regulating motor, which can adjust the operating parameters in real time according to the fluctuation of filling flow rate and slurry concentration. The power loss is reduced by 15% -20% compared to traditional fixed speed pumps. Customer benefits: cost reduction, efficiency improvement, and continuous production Kaiquan provides Ansteel Mining not only with equipment, but also with "customized products+full cycle integrated services". From on-site research and data collection in the early stage, to installation and commissioning, operation and maintenance guidance, and emergency spare parts supply, the entire chain is covered. Up to now, the slurry pump has demonstrated excellent performance with low failure rate and high conveying efficiency, effectively avoiding production losses caused by unplanned shutdowns. Every year, it can save more than 30% of parts replacement and maintenance costs, achieving a dual improvement in economic and energy-saving benefits. The smooth operation of the Dagushan filling project confirms the reliability and technological leadership of the Kaiquan slurry pump under high concentration and strong abrasion conditions. This benchmark case also provides a replicable equipment matching template for green mine filling operations. Kaiquan, with its wear-resistant, efficient, and reliable slurry pump solution, assists the mining industry in its green transformation.
This guideline standardizes the daily start-up and shutdown, operational monitoring, maintenance, and emergency handling procedures for centrifugal pumps, with the core objective of ensuring safe and stable equipment operation and eliminating equipment failures or safety hazards caused by operational errors. Ⅰ. Pre-operation Preparation (Mandatory Steps, All Required) Before operation, conduct a thorough inspection of the equipment and surrounding environment, and proceed with the startup process only after confirming no abnormalities to avoid running with faults. 1. Visual inspection of the equipment: Check the pump body, motor, and base for any damage, looseness, or leakage; ensure the coupling guard and anchor bolts are intact and securely fastened to prevent detachment during operation that could cause injury. 2. Pipeline Inspection: Verify the status of inlet/outlet valves and bypass valves (ensure the inlet valve is fully open, outlet valve closed, and bypass valve closed before startup); inspect pipeline connections and flanges for leaks, as well as any blockages or deformations in the pipeline, to ensure unobstructed medium flow. 3. Lubrication Inspection: Check the oil level in the bearing housing to ensure it falls within the upper and lower limits of the oil gauge. The oil should be clear, free of turbidity and impurities. If the oil level is insufficient, promptly replenish with the same type of lubricating oil. If the oil quality deteriorates, it must be completely replaced. 4. Sealing inspection: Check for any leakage in the mechanical seal (or packing seal). Ensure the packing gland is neither too tight (which may cause overheating) nor too loose (which may lead to leakage). 5. Electrical Inspection: Check whether the motor wiring is secure and the grounding is proper; confirm that the control cabinet power supply is normal, and the instruments (pressure gauge, ammeter, liquid level gauge) display accurately without any fault alarms. 6. Pump priming and air venting: Open the vent valve at the top of the pump body, slowly open the inlet valve, and fill the pump with the medium until the medium discharged from the vent valve is bubble-free and forms a continuous liquid flow. Then close the vent valve (strictly prohibit starting the pump dry, as this may damage the mechanical seal and impeller). Ⅱ. Startup Operation (Standard Procedure, Order Cannot Be Reversed) 1. Confirm again that the inlet valve is fully open, the outlet valve and bypass valve are closed, the exhaust valve has been closed, the lubricating oil level and sealing condition are normal, and the instrument display shows no abnormalities. 2. Upon receiving the start command, press the "Start" button on the control cabinet, observe the motor's starting status, and listen to whether the motor and pump body operate smoothly (no sharp abnormal noises or impact sounds). 3. Within 1-2 minutes after startup, closely monitor the instrument data: the outlet pressure remains stable within the equipment's rated pressure range, the ammeter indicates current not exceeding the motor's rated current, and the level gauge shows normal readings (no signs of idling or dry suction). 4. If a sudden pressure drop, abnormal current, unusual noise, or leakage occurs after startup, immediately press the "Stop" button to cut off the power supply, troubleshoot the fault, and then restart. 5. After normal startup, record data such as startup time, inlet and outlet pressure, and current, and include it in the equipment operation log. Ⅲ. Monitoring during operation (daily core work) During the operation of the centrifugal pump, the operator needs to conduct regular inspections, promptly detect and handle any abnormalities, and ensure the continuous and stable operation of the equipment. 1. Sound monitoring: During normal operation, the pump body and motor should emit a smooth and uniform running sound, without any noise, impact sound, or friction sound; If there is an abnormal sound, immediately investigate whether it is due to bearing wear, impeller jamming, pipeline blockage, or other issues. 2. Temperature monitoring: Touch the pump body, bearing box, and motor housing with your hands, and the temperature should be within the normal range (not exceeding 60 ℃, not too hot to the touch); If the temperature is too high, check whether the lubricating oil is sufficient, whether the seal is too tight, and whether the motor is overloaded, and deal with it in a timely manner. 3. Instrument monitoring: Record inlet and outlet pressure, current, and liquid level data every 30 minutes. If the pressure fluctuates too much, the current exceeds the rated value, or the liquid level is too low, adjust the opening of the inlet and outlet valves in a timely manner (it is strictly prohibited to close the outlet valve for a long time to avoid overheating of the pump body). 4. Sealing monitoring: Observe the leakage of mechanical seals (or packing seals). Mechanical seals allow for slight leakage (no more than 10 drops per minute), while packing seals allow for a small amount of dripping; If the leakage is too large, adjust the packing gland or replace the seal in a timely manner. 5. Environmental monitoring: Keep the surrounding area of the pump body clean, free of debris accumulation, water accumulation, and oil stains; It is strictly prohibited to dismantle the protective cover and pipelines while the equipment is running, and it is strictly prohibited to touch rotating parts with hands. Ⅳ. Shutdown operation (divided into normal shutdown and emergency shutdown, executed as needed) (Ⅰ)Normal shutdown 1.After receiving the shutdown command, slowly close the outlet valve (to avoid damaging the pipeline and pump body due to sudden pressure rise). 2.After the outlet valve is closed, press the "stop" button on the control cabinet to cut off the motor power. 3. Close the inlet valve. If the machine is shut down for a long time (more than 24 hours), open the drain valve at the bottom of the pump body to discharge the residual medium inside the pump and prevent the medium from crystallizing and corroding the pump body; Simultaneously turn off the instrument power and clean up the debris around the equipment. 4. Record downtime, reasons for downtime, and complete the operation ledger filling. (Ⅱ)Emergency stop If the following situations occur, immediately press the "emergency stop" button, cut off the power, and report to the team leader or equipment administrator. Forced operation is strictly prohibited: 1. The pump body and motor experience severe vibration, sharp abnormal noise, or collision or jamming; 2. Sudden increase or overload of motor current, or smoking or fire of the motor; 3. Mechanical seals (or packing seals) leak a large amount, causing safety hazards due to medium leakage; 4. The import and export pipelines have ruptured or leaked, making it impossible to continue operating; 5. Abnormal instrument display and inability to adjust may result in equipment damage or safety accidents. Ⅴ. Daily maintenance and upkeep (mandatory daily/weekly to extend equipment lifespan) (Ⅰ)Daily maintenance 1. Check the lubricating oil level during inspection and replenish it in a timely manner; Clean the oil and dust on the surface of the pump body and pipeline. 2. Check the sealing leakage situation. If there is a slight leakage, adjust the packing gland. If there is a serious leakage, report it for replacement in a timely manner. 3. Verify the operation ledger to ensure complete and accurate data recording. (Ⅱ) Weekly maintenance 1. Check the concentricity of the coupling, and if there is any deviation, adjust the anchor bolts in a timely manner. 2. Check the temperature and rotational flexibility of the bearings. If there is any jamming or heating, promptly check the lubricating oil or replace the bearings. 3. Rinse the inlet and outlet pipeline filters, remove impurities, and avoid blockages. 4. Check the flexibility of the valve switch and lubricate the stuck valve. Ⅵ. Common faults and troubleshooting methods (basic faults that operators can handle on site) common faults causes of failure solutions no pressure and no liquid delivery after pump startup 1. pump chamber not fully filled with medium, with residual air inside 2. inlet pipeline clogged or inlet valve not fully opened 3. impeller damaged or seized 1. refill pump with medium and vent air completely 2. clean inlet pipeline and fully open inlet valve 3. shut down pump to inspect impeller, report for replacement if necessary severe pressure fluctuation during operation 1. improper opening degree of inlet and outlet valves 2. pipeline leakage and air ingress 3. unstable medium flow rate 1. adjust valve opening degree to stabilize flow rate 2. inspect pipeline, repair leakage points and vent air 3. check medium supply condition excessive bearing temperature 1. insufficient lubricant or deteriorated lubricant quality 2. bearing wear and aging 3. misalignment of coupling 1. supplement or replace lubricant 2. report for bearing replacement 3. calibrate concentricity of coupling severe seal leakage 1. excessively loose packing gland 2. wear and aging of sealing components 3. pump shaft deformation 1. adjust packing gland tightness 2. replace worn sealing components 3. report to inspect pump shaft, perform straightening or replacement excessive motor current 1. oversized opening degree of outlet valve leading to overloading 2. pump body seizing and impeller clogging 3. motor malfunction 1. adjust outlet valve opening degree to reduce load 2. shut down pump to clean impeller and troubleshoot seizing causes 3. report for motor inspection Ⅶ. Safety precautions (of utmost importance, strictly adhere to) 1. Personal protective equipment (safety helmet, protective gloves, protective shoes, etc.) must be worn before operation, and illegal operations are strictly prohibited. 2. It is strictly prohibited to start an empty pump or operate it with faults, and it is strictly prohibited to disassemble or repair the equipment during operation. When dealing with medium leaks, corresponding protective measures should be taken according to the characteristics of the medium to avoid contact with the skin and inhalation of gases. If there is an emergency situation during the operation of the equipment, first press the emergency stop button and then report for handling. Do not handle major faults without authorization. 5. Regularly participate in equipment operation training, familiarize oneself with equipment structure, performance, and operation procedures, and do not operate independently without training. Before leaving work, it is necessary to confirm that the equipment has been shut down, valves are closed, and power is cut off, and to do a good job of on-site cleaning. Note: This guide is a basic standard for daily operations. If there are special requirements for on-site equipment (such as special media or customized equipment), additional operational details should be supplemented in conjunction with the equipment manual and on-site management regulations. All operations must follow the unified command of the team leader and equipment administrator.
Heating in Northwest Cities Policy and Technology Exchange Seminar In late March, an industry event focused on the clean and low-carbon transformation and intelligent upgrading of heating in northwest urban areas - the Northwest Urban Heating Policy and Technology Exchange Seminar - came to a successful conclusion in Lanzhou. As a globally leading pump valve manufacturer and system solution provider, KSB deeply participated in this event and explored the high-quality development path of the thermal industry with industry colleagues under the new situation. At the meeting, Kaisibi delivered a keynote speech titled "Pump centered, Warm Urban and Rural Areas - Application of Efficient Pump Systems and Digital Solutions in the Thermal Industry under the New Situation", which accurately analyzed the core challenges facing the industry at present. Insight into industry pain points and propose the 'KSB solution' Currently, China's thermal industry is facing multiple pressures such as rising energy costs, insufficient system regulation capabilities, and severe equipment aging, resulting in an average heat loss rate of 18% -22%, lagging behind the international advanced level. In response to these pain points, Kaisibi proposes a comprehensive solution that focuses on pumps as the system core, creating an "intelligent and efficient pump product+digital platform" that covers the entire process from heat sources to users. Excellent products are the cornerstone Kaisby Omega/RDLO and Etaline series high-efficiency pumps, with excellent hydraulic model design, long design life, and convenient maintenance characteristics, lay a solid foundation for the stable and efficient operation of heating systems. Digitization empowers and enhances efficiency KSB Pump Guard's intelligent solution focuses on equipment health management and system energy efficiency optimization. It can not only achieve life prediction and precise fault diagnosis of key components of the pump group, but also drive intelligent regulation through data analysis, achieving cost reduction and efficiency improvement. The solution supports localized deployment, effectively ensuring the security of user data. Practice confirms value, warming the path of urban and rural areas In a large-scale cogeneration project in Xi'an, the application of KSB high-efficiency pumps helped the project save about 102 million cubic meters of natural gas, reduce 53.7 tons of nitrogen oxide emissions, and reach 200000 tons of carbon dioxide emissions in a single heating season. Kaisibi products also play a key role in long-distance heat transfer projects in Jinan, Hohhot and other places. By deeply cultivating the northwest market, Kaisibi's products have been operating stably in multiple thermal projects in Tongwei, Tianshui, Lanzhou and other places in Gansu, and have been widely praised. Looking to the future, jointly promoting green transformation The on-site observation of demonstration projects such as deep geothermal heating and "one city, one network" interconnection in this seminar revealed the inevitable trend of the industry towards clean energy structure and intelligent heating system development. This coincides with KSB's strategy of actively laying out clean energy applications such as waste heat utilization and geothermal development in data centers, and striving to promote the digital transformation of heating systems. Heating is connected to both people's livelihoods and the 'dual carbon' goal. Kaisibi looks forward to working with more industry partners, with excellent and reliable pump and valve technology as the core, to jointly promote China's heating industry towards a cleaner, more efficient, and smarter future. Omega/RDLO and Etaline series high-efficiency pumps
In various fields such as industrial production, municipal water supply, agricultural irrigation, and building water supply and drainage, pumps serve as indispensable core equipment, fulfilling the critical task of liquid transportation. However, during actual operation, idle running and dry running are the most overlooked yet highly destructive fault phenomena in pumps. Many operators believe that brief idling of water pumps is harmless, unaware that this practice can cause irreversible damage to the mechanical structure, sealing system, and motor components of the pump. Not only does it shorten the equipment's service life and increase maintenance costs, but in severe cases, it may also lead to safety incidents such as equipment burnout, pipeline rupture, and production interruptions. This article will conduct an in-depth analysis of the core hazards of pump idling and dry running, dissect the causes of failures, and provide scientific prevention and handling solutions, offering comprehensive guidance for the safe and stable operation of pumps. 01 First, it must be clarified that both pump idling and dry running essentially refer to operational states where the pump body contains no liquid or insufficient liquid, with only slight differences in terminology but highly consistent hazards. Idle rotation primarily refers to the high-speed spinning of the impeller in a medium-free environment, often caused by reasons such as insufficient liquid filling before pump startup, air ingress in the suction pipeline, or depletion of the water source. Dry running is commonly seen in equipment such as centrifugal pumps, self-priming pumps, and submersible pumps, where insufficient liquid levels, closed valves, or blocked pipelines cause the pump cavity to operate continuously without water. The original design of the pump relies on liquid for lubrication, cooling, sealing, and energy transmission. Once the liquid medium is lost, the stable operating state is instantly disrupted, leading to a cascade of various malfunctions. The most immediate harm caused by pump idling or dry running is the rapid failure of mechanical seals. Mechanical seals are the core components of pumps that prevent liquid leakage. During normal operation, a thin liquid film forms between the moving and stationary rings, serving functions such as lubrication, cooling, and wear reduction, thereby ensuring the sealing performance and wear resistance of the sealing surfaces. During idling or dry running conditions, the liquid film instantly disappears, causing direct dry friction between the two sealing surfaces. The excessive heat generated by high-speed rotation cannot be dissipated by the liquid, leading to a rapid temperature rise of the sealing surfaces within a short time. Mild cases may result in wear, scratches, deformation, and leakage issues, while severe cases can cause the sealing components to age, burn, or carbonize, completely losing their sealing effectiveness and ultimately leading to severe water leakage in the pump. In actual operation and maintenance data, over 60% of pump seal failures are directly caused by running dry or dry running. Replacing mechanical seals not only incurs material costs but also impacts production efficiency due to equipment downtime, making it one of the most common losses in enterprise operations and maintenance. 02 Idle rotation or dry running can cause severe damage to the pump impeller and casing. The impeller is the core working component of a water pump. During normal operation, the liquid not only provides lubrication for the impeller but also balances the radial and axial forces generated by its rotation. When there is no liquid in the pump chamber, the high-speed rotation of the impeller will result in a "floating" state, losing the support and balance from the liquid, which can easily lead to severe vibration and eccentric operation. This unbalanced operating condition can lead to scraping and collision between the impeller and the pump body or cover, causing impeller deformation, notches, and wear, as well as scratches and cracks on the inner walls of the pump body. For cast iron or stainless steel impellers, prolonged or frequent idling can also result in material annealing and strength degradation due to friction-induced heat. Even after repair, the core performance of the pump, such as flow rate and head, will significantly decline, failing to meet the rated operational standards. For submersible pumps, the vibration generated by the impeller idling can also transmit to the pump housing, causing deformation of the housing, cracking of the weld seams, and ultimately leading to water ingress and motor burnout. 03 Motor burnout is the most serious hazard of water pump idling and dry running, and it is also the least desirable result in operation and maintenance. The cooling and heat dissipation of water pump motors highly rely on the liquid transported inside the pump chamber, especially for submersible pumps, shielded pumps and other equipment. The motor is completely immersed in the liquid, and the liquid is its only cooling medium. When the water pump runs idle or dry, the motor loses liquid cooling, and the heat generated during operation cannot be dissipated. The temperature of the motor winding will continue to soar, far exceeding the tolerance temperature of the insulation material. Mild cases can lead to accelerated aging of the winding insulation layer, shortening the service life of the motor; In severe cases, the winding may overheat, burn out, short circuit, causing the motor to trip and be scrapped. Even in flammable and explosive environments, high-temperature motors may become ignition sources, leading to major safety accidents such as fires and explosions. At the same time, if the water pump load is abnormal in the idle state, the motor current will increase sharply, resulting in "stalling" phenomenon. Long term overcurrent operation will directly burn out the motor coil, bringing high equipment replacement costs and production losses to the enterprise. 04 In addition, idling and dry running of the water pump can also cause a series of chain problems such as bearing damage, pipeline resonance, and increased cavitation. The water pump bearings rely on dual lubrication of grease and liquid. The high temperature during idle operation will be transmitted to the bearing parts, causing the grease to melt and fail. The bearing balls and raceways will experience dry friction, resulting in abnormal noise, heating, jamming and other faults. Eventually, the bearings will lock up, forcing the water pump to stop. At the same time, a piping system without liquid will experience strong resonance due to the idling of the water pump, and the vibration will be transmitted to connecting components such as pipes, valves, and flanges, causing screws to loosen, pipes to rupture, and flanges to leak, further expanding the scope of the fault. For centrifugal pumps, the small amount of liquid remaining in the pump chamber during idle operation will rapidly vaporize due to high temperature, forming bubbles. The impact force generated by the rupture of the bubbles will intensify the cavitation phenomenon, causing secondary damage to the impeller and pump body, forming a vicious cycle of "idle operation cavitation damage". Many users have a cognitive misconception: short idling is okay, as long as it is detected in a timely manner, there will be no problem. In fact, the damage caused by water pump idling has both "immediacy" and "accumulation". Even a few minutes of idling can cause minor damage to the mechanical seal and impeller. This damage may not immediately appear, but it will continue to accumulate, ultimately leading to premature scrapping of the equipment. Especially in scenarios such as agricultural irrigation and construction sites, operators often overlook changes in water source levels, resulting in frequent dry running of water pumps. Although the equipment appears to be still running, its performance has significantly decreased, maintenance frequency is increasing, and operation and maintenance costs remain high. How to effectively prevent water pump idling and dry running faults? Firstly, it is necessary to control from the source. Before starting the water pump, it is necessary to strictly follow the operating procedures to fill the pump chamber with liquid and exhaust the air inside the inlet pipeline and pump body; Secondly, liquid level monitoring should be done well by installing liquid level sensors and float switches at water sources such as reservoirs, wells, and water tanks to achieve automatic shutdown at low liquid levels and avoid dry running caused by water source depletion. At the same time, pipeline design should be optimized to prevent air leakage and blockage in the inlet pipeline, ensure smooth water inlet, regularly check the sealing of valves and bottom valves, and avoid water shortage in the pump chamber due to pipeline failures. In addition, idle protection devices, overheating protection devices, and overcurrent protection devices can be installed on the water pump. When the equipment experiences abnormalities such as idle, overheating, or overcurrent, the power supply will be automatically cut off to prevent faults from occurring technically. Finally, conducting daily maintenance and inspections is also key to preventing idling and dry running. The operation and maintenance personnel should regularly check the operating status of the water pump, monitor equipment abnormal noise, monitor motor temperature and current, and promptly stop the machine to deal with problems such as abnormal liquid level, pipeline leakage, and sealing leakage, in order to avoid small faults from escalating into major accidents. At the same time, it is necessary to strengthen the training of operators, popularize the hazards and operating procedures of water pump idling and dry running, eliminate illegal operations, neglect inspections and other behaviors, and reduce the occurrence rate of faults from a human level. Idle and dry running of water pumps is not a small problem, but a core hidden danger related to equipment life, production safety, and operation and maintenance costs. From mechanical seal failure to impeller damage, from motor burnout to safety accidents, every hazard can cause direct losses to users. Only by fully recognizing the fatal risks of idling and dry running, strictly following operating procedures, and doing a good job in preventive protection and daily maintenance, can the water pump stay away from idling and dry running faults, maintain long-term stable and efficient operation, and provide reliable power guarantee for production and life. For water pump equipment, eliminating idling and scientific operation and maintenance are not only the key to extending the service life, but also the core to ensuring safe production. In the current era of industrial intelligence and refined equipment management, abandoning the mentality of luck and valuing every operational detail is essential to truly maximize the value of water pumps and achieve the goal of cost reduction and efficiency improvement in operation and maintenance.
LEO delivers critical pump cooling system solutions for ADNOC's ultra-large gas field in the Middle East Energy security is the cornerstone of people's livelihood. In recent years, China has actively promoted the establishment of a new global energy cooperation framework, advocating for global energy transition through technology sharing and supply chain coordination. In this process, how to ensure the reliable operation of large-scale energy infrastructure through international cooperation and technological innovation has become a key support for implementing the strategy. Energy security is the cornerstone of people's livelihood. In recent years, China has actively promoted the establishment of a new global energy cooperation framework, advocating for global energy transition through technology sharing and supply chain coordination. In this process, how to ensure the reliable operation of large-scale energy infrastructure through international cooperation and technological innovation has become a key support for implementing the strategy. Recently, the pump industry successfully delivered the critical chilled water pump units for the ultra-large gas field project of Dalma, a subsidiary of global energy giant ADNOC. These high-specification, highly reliable smart fluid solutions have been deployed to safeguard this core component of the world-class energy project. This is also a brilliant practice of China's high-end manufacturing demonstrating its innovative strength, deeply integrating into and contributing to the global energy transition process. Project context Established in 1971, Abu Dhabi National Oil Company (ADNOC) is a diversified energy and petrochemical group wholly owned by the Abu Dhabi government, ranking 128th in the global brand value list. As a cornerstone of the UAE's energy strategy, ADNOC operates under the guidance and vision of the national government, dedicated to advancing the country's development and ensuring global energy security. The Darmar project, part of the Jassan concession—a world-class offshore acid gas field development block—holds strategic importance for ADNOC's goal of achieving UAE's natural gas self-sufficiency. To support the infrastructure development of the Darmar mega natural gas field project, the pump industry provides a chilled water pumping system, which is a core component ensuring reliable cooling for critical process flows and facility operations. LEO Solution To meet the stringent operational standards of the Dharma project, the pump industry successfully developed five sets of LEP-end suction centrifugal chillers, tailored to the project's multiple requirements. The system integrates HRC couplings, protective covers, and a customized carbon steel base, having undergone rigorous multi-stage testing to meet ADNOC's performance and specification requirements. 1.Overcoming the technical barriers of extreme sealing Given the ADNOC mechanical seal specifications that far exceed industry standards, the technical team conducted a comprehensive evaluation and validation of the sealing components' material compatibility, structural design, and ultimate performance. By seamlessly integrating rigorously certified sealing systems into the pump assembly, the core process achieves long-term, leak-free stability under high-pressure and corrosive media conditions, demonstrating cutting-edge technical integration to meet exceptional demands. 2.Upgrade the custom oil collection tray Traditional oil collection trays lack the capacity and functionality required for effective leakage control and environmental protection. To fundamentally address the challenges of leakage management and environmental conservation, we have innovatively designed and manufactured a low-carbon steel oil collection tray integrated with a drainage valve. This design enables safe and efficient liquid discharge, significantly enhancing operational safety. It demonstrates our R&D capability in resolving customers' core pain points through customized engineering solutions. 3.Commitment to Quality throughout the Life Cycle With SGS experts present throughout the process, the factory acceptance test (FAT) covering hydraulic performance, mechanical operation, and material verification was successfully executed. All test items passed on the first attempt, with transparent data and outstanding results. The high-standard delivery earned the customer's high trust in the product's superior quality and lean quality management system. 4.Build complete traceable technical archives Guided by the principle of 'traceable process and full specification compliance,' we systematically developed, reviewed, and timely submitted a complete documentation package. This package includes product design, third-party test reports, material quality certificates, and detailed technical Q&A, ensuring full traceability and verification of all specifications throughout the equipment's lifecycle from design to delivery. Flow Towards The Future The successful completion of the Darma project stands as a powerful testament to Pump Industry's comprehensive capabilities in the world's leading energy engineering sector. This achievement not only demonstrates that its products and services fully comply with the most stringent international oil and gas industry standards, but also solidifies its position as a long-term trusted partner for global energy leaders like ADNOC. Seeking dreams across mountains and seas, unaware of their distance; the road ahead is long, but we shall advance together and prosper together. As one of China's top 500 manufacturing enterprises, in the future, we will continue to delve deeper into the energy sector, committed to providing global customers with safer, more efficient, and greener smart fluid integrated solutions. Hand in hand with global partners, we will jointly promote the high-quality and sustainable development of the energy industry, building a beautiful world of intelligent flow and shared prosperity.
Application of KSB pump in mechanical manufacturing Machine building Between Tradition and Progress: Be Prepared to Meet Any Challenge with KSB Products Valves and pumps for mechanical manufacturing must not only meet the most stringent requirements but also be economically viable. Facing the Challenge, Looking to the Future The application of mechanical manufacturing imposes extremely stringent requirements on pumps and valves. The media used, such as high-temperature engine oil, coolant lubricants containing chips, production water with solid components, and treated boiler water, all demand materials with exceptional properties. The precision and reliability of machine tool manufacturing, hot oil system and steam boiler system are very high. Therefore, the characteristics and performance of valve and pump in mechanical manufacturing must match the medium. The combination of market demand and production requirements. The field of mechanical manufacturing has long faced economic and technical challenges: the process of internationalization, new markets in emerging countries, and new competitors have led to increasing competitive pressure. Technological trends like digitalization and Industry 4.0 are exerting growing influence on industries. Only enterprises that manage operational costs effectively and embrace digital transformation will gain a competitive edge over rivals. KSB products for mechanical manufacturing Capable of addressing any technological or economic challenges As a seasoned market player, KSB delivers products and services that meet the highest technical and economic standards in the machinery manufacturing industry. KSB's pumps and valves are adaptable to specific conditions, ensuring efficient operation under all load scenarios. Furthermore, their high-quality components guarantee exceptional process reliability, helping maintain consistent product quality. The KSB pump for mechanical manufacturing employs innovative technology, significantly reducing operational costs and boosting business profits. The highest quality products are required to meet the highest standards. From direct-connected pumps, standard pumps, and high-pressure pumps to submersible pumps and cooling lubricant pumps, KSB delivers a comprehensive product portfolio to meet your needs and requirements in a flexible and customized manner. KSB pumps for mechanical manufacturing can be customized according to the medium requirements, such as using specialized mechanical seals, pump body sealing rings, and diverse material combinations. This ensures smooth medium pumping and reliable production processes. Beyond this, pumps can be equipped with automated and drive solutions such as PumpMeter, KSB Guard, or PumpDrive. These smart products monitor pump performance, ensure energy-efficient operation of your pump system, and promptly alert you to necessary maintenance actions. As a result, digital solutions enhance process transparency, prevent unplanned downtime, and reduce operational costs. KSB delivers both specialized niche solutions and comprehensive system solutions. The high-quality products for mechanical manufacturing are perfectly complemented by KSB SupremeServ's premium service. KSB offers a wide range of products for mechanical manufacturing applications: Standard Pump/Direct-Connection Pump (Chemical Industry Standard Pump) process pump high lift pump centrifugal pump slurry pump self-priming pump cooling lubricant pump Merit : A diverse product portfolio enables flexible, personalized solutions. wear resistant material Consistently high-quality products ensure exceptional process reliability Automation and drive solutions for energy-efficient operation and process transparency Reducing Total Operating Cost by Innovative Technology Comprehensive Service – From Assembly, Maintenance to On-Site Repair Usage: hot oil system steam boiler system machine tool building The media include: High-temperature oil cooling lubricant with chips Production water containing solid matter Treated boiler water Pumps for Mechanical Manufacturing: Direct-coupled Horizontal Single-stage Centrifugal Pump Horizontal Single-stage Centrifugal Pump with Flexible Coupling Vertical Multistage Centrifugal Pump Sectional Multistage Horizontal or Vertical Centrifugal Pump Back-pullout Horizontal Centerline-split Centrifugal Pump
TD-Pipeline Circulation Pump The TD-type pipeline circulation pump is a single-stage centrifugal pump featuring advanced hydraulic model design. Its optimized impeller structure enhances efficiency while reducing energy consumption, enabling the pump to deliver higher flow rates and greater head with lower power input during operation. Equipped with standard motors and mechanical seals, the pump adopts a top-pullout design for easy maintenance without affecting the pipeline system. Ⅰ.Performance II. Structure The TD32~TD150 pump series features a single-suction, easy-to-disassemble design. The pump shaft and motor shaft are securely connected via a clamping-type coupling, with an integrated mechanical seal installed internally. This configuration reduces the pump's overall height and drive spacing, decreases the product's weight, and lowers production costs. The compact design ensures easy installation and minimal space occupation, making it ideal for complex pipeline systems. Maintenance and replacement of the mechanical seal can be performed without disassembling the pump, significantly enhancing the pump's sealing performance. The TD200~TD250 pump series features a single-suction, disassemblable design. Its shafts are clamped together with a coupling for secure locking, and the pump incorporates a modular mechanical seal. This eliminates the need to disassemble the motor during seal replacement or maintenance, enabling single-person operation. The TD300~TD350 pump series features a dual-suction impeller design. Its symmetrical structure effectively balances axial forces, ensuring smooth operation and significantly boosting efficiency—up to 84%. With high energy efficiency and low noise, it is ideal for reliable transportation of large-volume fluids. The whole series adopts the clamping type coupling locking structure III. APPLICATION TD pump is a versatile product designed to handle a wide range of media, from tap water to industrial liquids. It is primarily used for liquid transportation, pressurization, and circulation. for instance : HVAC (Heating, Ventilation, and Air Conditioning) systems coolant passage hot water system industrial liquid conveyance water supply TD pumps are primarily used in HVAC systems, with September to November being the peak sales season. Many customers tend to purchase only one pump, often overlooking essential accessories like base plates, rain covers, reverse flanges, and anchor bolts. Missing any of these components requires on-site solutions, with base plate shortages being particularly troublesome. TD pumps are widely used in various applications. For example, Lao Wang frequently sees them in HVAC systems, light wastewater treatment equipment, cooling systems, and boiler installations.
Wilo Solar Pump Irrigation Technology Boosts Food Security and Sustainable Agriculture In the vast rural areas of Indonesia, agriculture is the foundation of countless families. However, challenges like aging infrastructure, unstable power grids, and water scarcity during dry seasons have long hindered efficient irrigation in farmlands, severely impacting farmers' harvests and livelihoods. This is particularly evident in Karang Raja village of South Sumatra Province, where villagers once relied solely on the monsoon season for rice cultivation. Even when attempting two-season farming, they often ended up with no harvest due to water shortages. Now, this situation is being completely changed... Wilo Solar Pump Irrigation Technology Facilitates Sustainable Agricul–tural Development With corporate social responsibility (CSR) support from PT Bukit Asam Tbk, the Wilo Indonesia team partnered with local communities to implement a solar-powered smart irrigation system (PLTS). This project not only ensures year-round water supply for 35 hectares of rice fields in Karang Lajah Village but also enables villagers to achieve two to three annual harvests, significantly enhancing food security and economic income. From "Relying on the Weather" to "Sunshine Empowerment" Located in a remote area with inadequate power grid coverage, Karangraj village struggled with unstable operation of traditional electric pumps. To address this challenge, Weiluo provided a complete solar-powered irrigation pump solution, featuring high-efficiency solar pumps, smart control systems, and supporting civil engineering works. The system operates entirely without municipal power, harnessing abundant local sunlight to drive the pumps and deliver river water or groundwater precisely to every farmland. "Thank God, thanks to this solar power system, we can now cultivate our rice fields twice a year, or even three times," said an excited local villager. This not only showcases Welle's cutting-edge water pump technology and irrigation solutions, but also vividly embodies the concept of' sustainable development'. Wilo Intelligence: Injecting Resilience into Indonesian Agriculture Wilo fully understands that in Southeast Asia's climate with frequent changes and uneven infrastructure, agricultural irrigation cannot rely solely on' water availability 'but requires a systematic solution that is' reliable, efficient, energy-saving, and easy to maintain.' To address this, our solar pump systems, widely deployed across multiple locations in Indonesia, feature modular design and smart control technology, offering the following core advantages: ✅Energy independence: no reliance on the grid, especially in remote rural areas ✅Stable water supply: Irrigation flows are maintained even in dry seasons, preventing crop wilting ✅Water-efficient: Reduce water waste through precision control, using every drop of water where it counts ✅Low O&M cost: Solar system has long life, quiet operation and easy maintenance ✅Community empowerment: Wilo also organized specialized training to guide villagers in operating and maintaining the equipment, ensuring the system's long-term effective operation. As championed by Wilo's global Water Responsibility initiative, sustainable food production begins with responsible water management. The Karangraj project exemplifies this principle at the grassroots level. "We are proud of this comprehensive solution," said the Wilo Indonesia team. "This is not just a delivery of equipment, but a long-term investment in agricultural resilience, community well-being, and national food security." From one village to the whole country: A Replicable Model of Green Agriculture The success story of Karang Lajah has become a benchmark for other agricultural regions in Indonesia to emulate. Wilo has implemented similar solar-powered irrigation systems across multiple provinces, helping farmers overcome the challenge of weather-dependent farming. As climate change intensifies and water scarcity grows, such clean energy-driven smart agricultural infrastructure will become a crucial pillar in ensuring food security in Southeast Asia.
KSB Snowmaking Pumps – Bringing Endless Winter Fun Climate change is making winters increasingly warmer. KSB's energy-efficient snow-making components ensure winter sports destinations are no longer constrained by weather conditions, allowing visitors to freely enjoy the snow. Perfect Snowmaking – as Challenging as Some Ski Runs Snowmaking machines typically consume substantial energy, resulting in relatively high operational costs. Moreover, winters are becoming increasingly warmer, and the winter season is progressively shorter. Consequently, it is crucial that the pumps used in these devices (such as KSB submersible pumps or high-pressure pumps) are not energy-intensive but should instead make a positive contribution to the total lifecycle cost. Nevertheless, the pumps and valves used must still perform at maximum capacity at all times and reliably even at high pressures, as water is drawn from streams or rivers to overcome hundreds of metres of elevation. A stunning winter landscape – thanks to KSB's robust technology KSB's energy-efficient pumps help reduce your snowmaking machine's operating costs and minimize total lifecycle expenses. Crafted from cast steel, these pumps feature reinforced impellers, bearings, and casing walls, ensuring durability and longevity. KSB offers a complete range of submersible pumps, deep-well submersible pumps, and high-pressure pumps, providing tailored technical solutions for every stage of snowmaking operations. KSB's products: Maximum performance on any ski slope KSB pumps ensure snowmaking machines operate in a highly economical and energy-efficient manner, particularly when equipped with automation systems like PumpDrive, which automatically adjust flow rates to meet required performance standards. KSB's automation solutions collect all relevant operational data to optimize pump energy efficiency. Cutting-edge monitoring technology ensures real-time visibility of all processes. The high-pressure pump for snowmaking machines, developed by KSB, is also applicable in industrial applications. Here, robust design and stable operation are critical. These features help prevent downtime and costly consequences. KSB products and services have proven their effectiveness in numerous ski resorts worldwide, including major winter sports destinations in Germany, Austria, Switzerland, France, and Italy. You can benefit from 24/7, all-round consulting services – from planning and commissioning to maintenance and servicing. KSB provides a wide variety of products for snowmaking machines immersible pump deep well submersible pump high lift pump Removable pump mixing/stirring/pool purification equipment Driving technology rotary speed control Apply : Drawing water from rivers or lakes Pumping and transporting water – even over hundreds of meters in elevation Supplying water to the snow cannon automatic control pump Variable Pressure Control of Main Pump Monitoring snowmaking equipment Merit : Adopting robust and energy-efficient pumps to reduce total operating costs Employ high-performance pumps to enhance equipment performance The system operates economically in optimal conditions, featuring adjustable speed and state-of-the-art monitoring technology. The product is reliable, easy to maintain, and results in less downtime and subsequent losses. 24-hour round-the-clock service, providing comprehensive consulting services throughout all project phases Pumps for snowmakers Etanorm/Etanorm MyFlow/ Etanorm Pro Amarex KRT Multitec
Application of KSB Water Pump Clean Drinking Water Around the World Get water with KSB. Water is precious. The KSB pump provides access to drinking water – whether from wells or surface sources. Save energy and costs when drawing water Once installed, the equipment requires minimal maintenance – a key requirement for many facility operators. As submersible pumps are installed deep in wells or shafts, making them hard to access, they must operate with near-zero maintenance and long-term reliability for water extraction. However, submersible motors consume more energy than dry-type motors, so energy-efficient models are essential to reduce overall equipment costs. KSB's energy-efficient submersible motor helps you cut costs Whether pumping surface water or groundwater from deep wells, KSB deep well submersible pumps are maintenance-free and highly durable. They can be installed in wells and shafts to operate for decades. These pumps also meet stringent hygiene standards, such as ACS directives. The innovative UMA-S synchronous motor improves efficiency by 14% during continuous operation, enabling you to minimize operational costs while achieving optimal performance. Furthermore, KSB offers a comprehensive product portfolio, providing the right pumps and valves for any application. Pumps with excellent performance – even underwater In the water supply sector, KSB is a one-stop service provider for pumps, valves, and related solutions, with decades of experience and deep expertise in practical applications. KSB delivers comprehensive, perfectly matched high-performance pump and valve systems for both dry and wet installations. All KSB products operate with sustained efficiency, reliability, and minimal maintenance, enabling you to run your equipment cost-effectively with complete peace of mind. Furthermore, KSB's application specialists provide end-to-end consulting services throughout all project phases to ensure your equipment operates flawlessly at all times. For instance, we offer deep well surveys and perform analyses on installed pumps, enabling rapid identification and implementation of energy-saving measures. This approach reduces energy costs while maintaining optimal equipment performance. KSB provides a wide range of products for water intake axial split pump • Drilling shaft pump • supercharging equipment • Drainage pump/sewage pump • high lift pump • modular pump • Shell and tube pump / Submersible pump with wellbore • volute pump • Submersible pump/Deep well submersible pump • Valves of various structural types apply: • Water is drawn from rivers, lakes, and oceans • Groundwater extraction from wells and shafts • Rainwater Utilization • Reduce groundwater levels • Maintain groundwater merit • Optimize product selection through a range of pumps and valves with diverse structural configurations for all water intake processes • Participated in numerous international projects, with extensive experience, providing robust consulting services to planners, equipment manufacturers, and operators • Equipment optimized through one-stop engineering services – such as deep well survey • High-efficiency submersible motor reduces energy consumption •Enhance equipment performance through intelligent drive technology and speed control • Use KSB Helps and KSB EasySelect to design pumps and select valves optimally • Reliable international supplier of pumps, valves, and related services – with a 150-year operational history
Automotive industry and parts suppliers KSB's pumps and valves ensure reliable automobile production KSB offers tailorend solutions and decades of accumulated expertise, particularly in surface treatment technologies, machine tools, HVAC systems, and drainage solutions. Safe and Efficient Operation of Automotive Industry Pump Globally, over 100 million passenger cars and trucks are produced annually. This makes the automotive industry and its vast network of suppliers one of the most vital sectors in Europe and many other countries. The production of these vehicles is characterized by high automation, tightly integrated supply chains, and just-in-time manufacturing. Any disruption during production—such as downtime caused by insufficient cooling water or compressed air supply—can bring production to a halt, leading to rapidly escalating costs. The automotive industry and its suppliers present diverse challenges for KSB. From HVAC and pressure drainage systems to pumping cooling fluids in machine tools and cathodic coating in highly complex spray painting equipment, KSB provides tailored solutions for nearly all applications, serving both equipment manufacturers and end-users. KSB makes roads vibrant – with pumps designed for spray painting equipment In spray painting systems, the combination of variable-speed pumps and high-efficiency motors delivers significant energy savings without compromising application performance. KSB pumps are renowned for their exceptional operational reliability. With decades of collaboration with leading spray equipment manufacturers and automotive producers, KSB has established a dominant position in the global spray painting market. In Europe, up to 80% of industry pumps are KSB blue. By leveraging modular solutions, KSB consistently provides tailored, customized solutions for equipment manufacturers and operators. Automotive production equipment: KSB also dominates in building technology In addition to pumps for spray painting equipment, KSB offers a comprehensive product range for diverse construction applications, spanning heating and air conditioning systems to water supply and wastewater treatment, along with filtration and infiltration-based water treatment solutions. There are also various devices used in machine tools, especially for pumping cooling lubricants. Beyond reliability, the key focus here is undoubtedly the efficiency of the drive system. KSB's IE 5-class SuPremE® motor, recognized as the world's most efficient non-magnetic pump drive, represents an innovative centrifugal pump drive solution with outstanding environmental impact assessment results. With decades of accumulated expertise, tailor-made integrated solutions, and reliable global services, KSB has become a highly sought-after partner for the automotive industry and its supporting sectors. KSB offers a wide range of products for automotive applications: Chemical standard pump process pump booster pump cooling lubricant pump drainage pump/sewage pump immersible pump driving technology rotary speed control Usage: surface treatment technology machine tool air-conditioning supply heating drain off water pressure drainage Merit : Perfectly matched products for personalized needs A wide range of products suitable for various applications Complies with strict safety standards Extremely high operational reliability with zero downtime The product is durable and easy to maintain, enabling a low-cost manufacturing process Intelligent drive device improves productivity Specialized technical knowledge developed through decades of experience International service network, providing professional support quickly pumps suitable for the automotive industry Etanorm/Etanorm MyFlow/Etanorm Pro Etabloc/Etabloc Pro/Etabloc MyFlow Movitec Multitec KSB provides a wide range of high-quality products to meet the technical requirements of passenger and commercial vehicle manufacturing.















 IPv6 network supported.
IPv6 network supported.